3Dプリント愛好家の間では、誰もが抱える不満があります。それは、ベッドの水平調整が常に必要になることです。これは面倒な作業で、解決できないことが多く、プリントの失敗、角の歪み、第一層の密着不良などにつながります。多くのユーザーは、プリントの基盤の安定性に疑問を抱いています。肝心の第一層は本当に安定したプラットフォーム上に載っているのでしょうか?それとも、あらゆる振動や熱サイクルに屈する不安定な基盤の上に、危うく浮かんでいるだけなのでしょうか?
不安定さの原因は、最も見落とされがちな部品の一つ、ベッドレベリングスプリングにあります。解決策はソフトウェアの微調整ではなく、高精度工具・金型製造の世界から直接取り入れた、工業グレードの機械設計によるアップグレードです。つまり、金型スプリングです。脆弱で低品質な既成部品を、高負荷下で何百万サイクルも耐えられるよう設計されたスプリングに置き換えることで、愛好家はこれまでプロ仕様の産業機械にしか得られなかったレベルの安定性を実現できます。このエンジニアリングによる信頼性へのこだわりこそが、 慈渓ディリスプリング株式会社は、1995 年以来、世界中の産業プロセスを安定化させる精密スプリングを製造しています。このレポートでは、イエロー ダイ スプリングのアップグレードの背後にあるエンジニアリング原理と、それが長期的なベッド レベリングの安定性を実現する決定的なソリューションである理由について詳しく説明します。
エンジニアリングの必須事項:なぜ既存のスプリングがプリントの精度を低下させるのか
高品質な3Dプリントを実現するには、押出機のノズルとプリント面との間に、完全に安定した一貫した関係が不可欠です。プリントが失敗したり、常に注意が必要になったりする場合、その原因は多くの場合、ストック部品の機械的な弱点にあります。
弱点の特定:標準的な3Dプリンター用圧縮スプリングの欠陥
ほとんどのデスクトップ3Dプリンターに付属するスプリングは、標準的な丸線鋼から作られた、汎用的で低品質の圧縮スプリングです。製造コストは安価ですが、いくつかの重大な設計上の欠陥があり、高温・高振動環境の要求には適していません。
主な問題は、 バネレートフックの法則におけるk値(F = -kx)として知られる。バネ定数が低いということは、バネが柔軟すぎることを意味する。つまり、荷重のわずかな変動やレベリングノブの位置のわずかな変化で、バネが簡単に圧縮されてしまう。この柔軟性は、急激な水平低下への直接的な原因となる。さらに懸念されるのは、材料の組成である。低品質のバネ鋼は、非常に影響を受けやすい。 ストレス緩和 そして 倦怠感 室温から110℃まで変化する加熱プリントベッドの繰り返し熱サイクルにさらされると、素材は時間の経過とともに熱と負荷にさらされ、本来の強度を失います。この進行性の劣化により、ユーザーによる微調整がますます必要となり、最終的には一定の張力を維持することが事実上不可能な状態に陥ります。
不安定性のコスト:プリントの失敗、Z軸の揺れ、継続的な再調整
脆弱なスプリングの機械的な不安定さは、プリント品質に悪影響を与え、メンテナンスの必要性を高めるといった一連の悪影響を引き起こします。低品質のスプリングはプリロード張力が低い状態で動作するため、ベッドレベリングノブのネジ山に十分な静摩擦がかかりません。その結果、高速プリント中に発生する振動によって調整ノブが勝手に回転し、緩んでしまう可能性があり、1回のプリント中、あるいは短い連続プリント中にベッドのレベルが不安定になる可能性があります。
この継続的なレベリングの喪失は、第一層の接着不良、反り、層の高さの不均一(しばしばZウォブルと呼ばれる)につながり、プリント開始直後から失敗を招きます。そのため、より硬いスプリングオプションへのアップグレードは、単なる利便性ではなく、技術的な必要性です。イエローダイスプリングのような硬いスプリングは、より高い張力を提供し、標準のスプリングよりもはるかに剛性が高いです。高い機械的要求に応えるように設計されたコンポーネントへのこの根本的な変更は、3Dプリンターのプリント中の安定性を大幅に向上させ、再レベリングの頻度を減らし、高品質のプリントの成功率を大幅に向上させます。精密部品の使用は、オペレーターのフラストレーションにつながる材料の不具合の悪循環を効果的に断ち切ります。
産業の主力製品の紹介: ダイ スプリングとは一体何でしょうか?
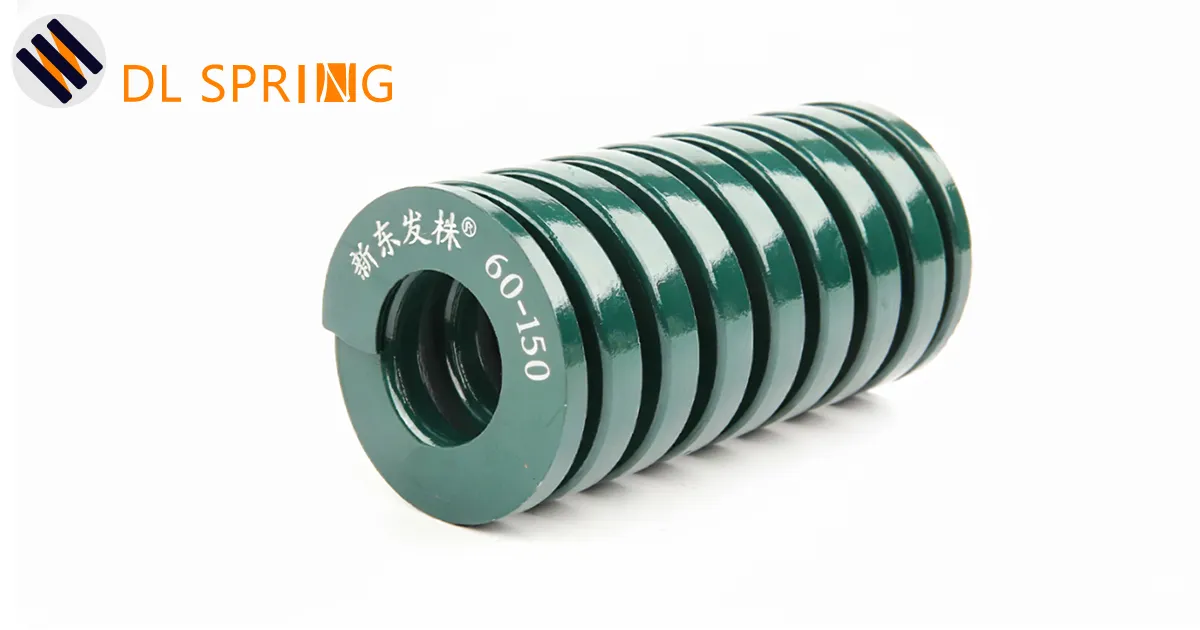
イエローダイスプリングは、一般的な圧縮スプリングの単なる剛性向上版ではありません。全く異なるクラスのエンジニアリング部品であり、本来は産業用プレス機械やスタンピングダイの厳しい要求に応えるために設計されています。この特徴こそが、3Dプリンターベッド上で優れた性能を発揮する源です。
設計と形状:平角線の利点
ダイスプリングの基本的な技術的特徴は、その線材断面にあります。標準的なスプリングの丸線とは異なり、ダイスプリングは角が丸い長方形または台形の線材断面で製造されます。この特殊な形状が、その強力なパワーの鍵となっています。長方形の形状により、丸線スプリングと比較して、同じ体積と作業高さで、大幅に高いバネ定数とはるかに大きな耐荷重性を実現できます。この形状の利点は、より密な巻きによってさらに強化され、使用する材料に関わらずバネ定数が本質的に増加します。これらの要因により、すべてのダイスプリングは一般的な圧縮スプリングよりも本質的に強力であり、3Dプリンターアプリケーションで長期的な安定性を求める際に重要な要素となります。
材質の違い:クロム合金、熱処理、耐疲労性
ダイスプリングは、強度、耐久性、耐疲労性、耐熱性を重視して厳選された高級素材から作られています。一部のモデルはオイルテンパー鋼で作られていますが、最高品質のダイスプリングはクロム合金鋼で作られており、プレミアムバージョンではクロムシリコン線を使用しています。この高級素材の選定は極めて重要であり、標準的な鋼よりも優れた耐摩耗性と耐腐食性を備えています。
で 慈渓ディリスプリング株式会社弊社では、使用する材料と同様に、製造工程も厳格な基準を設けています。線材を所定の形状に巻いた後、スプリングは重要な熱処理工程を経ます。高温にさらした後、制御された冷却を行うこの工程は、鋼材の内部構造を改良するために不可欠であり、強度と耐久性を大幅に向上させます。さらに、最高級のダイスプリングには、ショットピーニングなどの表面処理が施され、プリセット(製造中に降伏点を超えて圧縮)されることで、比類のない品質と最大限のサイクル寿命を確保しています。
3Dプリンター環境において、これらの材料の耐熱性は不可欠な利点です。標準的なクロム合金鋼の最高使用温度は約226℃(華氏440度)です。この優れた耐熱性により、3Dプリンターの加熱ベッドの典型的な動作温度(110℃を超えることは稀)において、ダイスプリングは熱の影響による荷重損失が実質的にゼロとなり、低品質の在庫スプリングよりもはるかに優れた設計荷重と安定性を維持します。この専門的なエンジニアリング規格(JIS、DIN、ANSI、ISO)への準拠こそが、この製品が実現する理由です。 慈渓ディリスプリング株式会社 スプリングが複雑な工業用金型用かデスクトップ 3D プリンター用かを問わず、工業グレードの品質を保証します。
グランドエンドの役割:垂直荷重分散の確保
高品質ダイスプリングのもう一つの微妙ながらも重要な設計上の特徴は、端面仕上げです。黄色のアップグレードスプリングを含む高品質ダイスプリングは、端面が面一または研磨されています。
研磨された端部の目的は純粋に機能的なものであり、スプリングの荷重が接触面(加熱ベッドと取り付けブラケット/フレーム)に対して完全に90度の角度で均等に分散されることを保証します。精密機械工学では、スプリングの中心軸に沿って力が均一に伝達される必要があります。研磨されていない端部や不均一な端部は、個々のコイルに不均一な応力を引き起こし、横方向の荷重を発生させ、スプリングの座屈や拘束のリスクを高めます。この横方向の荷重は、レベリングの一貫性の低下に直接つながります。ダイスプリングの研磨された端部は、荷重を完璧に垂直に分散させることで、高いスプリングレートを最大かつ安定した垂直保持力に変換し、ベッドレベルの長期的な信頼性を大幅に向上させます。
黄色の謎:産業用負荷と趣味用負荷のパラドックスの解決
「イエロースプリング」という言葉は、3Dプリンティングコミュニティにおいて、頼りになる「ヘビーデューティー」アップグレードとして、ほぼ伝説的な地位を獲得しています。しかし、この認識は、産業工学の基準の観点から見ると、大きな矛盾を孕んでいます。この「イエローパラドックス」を解決することは、この部品の微妙なニュアンスを理解する上で不可欠です。
規格の明確化:JIS B 5012と黄色の真の意味
荷重容量とたわみに基づいた色分けシステムを定義するダイスプリングの正式な日本工業規格(JIS B 5012)では、黄色のスプリング(SF / SFRシリーズ)が正式に指定されています。 最も軽い荷物 または エクストラライトデューティ 圧縮スプリング。
この工業規格は、スプリングを「ヘビーデューティー」と認識している愛好家にとって、しばしば大きな混乱の原因となります。さらに複雑なことに、多くのスプリングメーカーはJISやANSIといった確立された規格に準拠しているものの、すべてのスプリングメーカーに共通する世界的に施行されている統一された色分け基準は存在しません。例えば、規格外のメーカーの中には、黄色が超高荷重を示す色分けを採用しているところもあります。厳格な国際技術規格に準拠するメーカーとして、 慈渓ディリスプリング株式会社 高精度の工業用ツール用に製造されたイエロー ダイ スプリングは、高強度ダイ スプリング ファミリ内で最も低い負荷容量に定格されていることを確認します。
認識の変化:3Dプリンターで「軽荷重」のダイスプリングが「高荷重」に感じられる理由
3Dプリントコミュニティ内での黄色いバネの「頑丈」な性質は、 相対的 パフォーマンス。趣味人にとっての性能基準は、標準の圧縮スプリング、つまりバネ定数が無視できるほど低い低品質の部品です。
産業用イエローダイスプリングは、同ファミリーの「軽荷重」製品でありながら、高品質の長方形断面クロム合金鋼を使用して製造されており、一般的な丸線スプリングに比べてバネ定数が飛躍的に高くなっています。その結果、「軽荷重」イエローダイスプリングでさえ、通常のストックスプリングよりも大幅に剛性が高く、圧縮にははるかに大きな力が必要です。その結果、イエローダイスプリングは重工業用途では最も性能の低いスプリングですが、デスクトップ3Dプリンター用途では圧倒的な高性能アップグレードとなります。この透明性こそが、スプリングの真のエンジニアリング価値を証明しています。
比較バネ定数:剛性効果の定量化
このコンポーネントを正しく配置するには、さまざまな荷重定格に対する推奨最大たわみを確認すると役立ちます。この最大たわみによって、コンポーネントの意図される用途とサイクル寿命が決まります。
| 色 | JIS B 5012規格(工業用金型ばねファミリー) | 代替規格(例:JIS/ANSI以外) | 3Dプリンターのコンテキスト(ストックスプリングに対する相対的) | 標準的な最大たわみ(工業用) |
|---|---|---|---|---|
| 黄色(SF/SFR) | 最も軽い荷物 / エクストラライトデューティー | 超重量負荷 | 主要なスティフアップグレード | 50% (LD/ブルーは軽作業用に使用されることもあります) |
| 青(SL/SLR) | 軽負荷 | 中負荷 | より硬く、より高負荷な代替品 | 40% |
| 赤(SM/SMR) | 中負荷 | 重い荷物 | 超高負荷/高剛性アップグレード | 32% |
| グリーン(SH/SHR) | 重い荷物 | 低負荷 | 過剰な剛性/安全性の懸念の可能性 | 24% (XHD) |
工業用スプリングの選定プロセスでは、スプリングが定格寿命を達成するために、厳格なたわみ限度内で動作することが義務付けられています。ライトデューティー(多くの場合、黄色または青色)の場合、推奨最大たわみは自由長の約50%です。重要なのは、高荷重用途向けに設計されたこの黄色のダイスプリングの剛性が、柔らかく定格のないストックスプリングよりも桁違いに高いことです。このように工業グレードの「軽荷重」部品を低荷重シナリオ(3Dプリンターベッド)に適用することで、大幅な性能向上が実現し、エンドユーザーにとって長期にわたる極めて高い信頼性につながります。基本的に高頻度サイクリングと制御されたたわみのための精密部品として設計されたダイスプリングは、長期にわたる安定したベッドレベルを維持するのに非常に優れています。
3Dプリンターの互換性と性能に関する重要な仕様
アップグレードを効果的に行うには、スプリングは技術的に優れているだけでなく、既存のプリンターのハードウェアと完全に互換性がなければなりません。3Dプリンターコミュニティは、最も人気のあるマシンの標準化を背景に、イエローダイスプリングのアップグレードに関して特定の寸法に収束しています。
標準寸法: ユニバーサル 8mm OD x 4mm ID フィッティング
ほとんどのデスクトップ プリンター (Creality Ender 3/Pro/V2/Max、CR-10 シリーズなど) で使用される黄色のダイ スプリングの最も一般的で互換性の高い仕様は、外径 (OD) が 8 mm (0.31 インチ)、内径 (ID) が 4 mm (0.16 インチ) です。
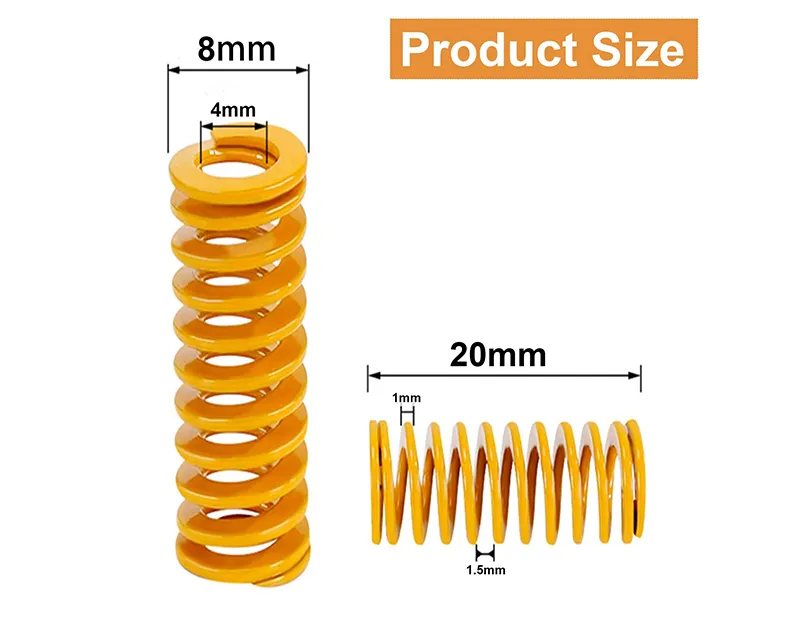
この特別なサイズは、加熱ベッドの取り付けに使用されるM4レベリングスクリュー(M4ネジの直径は4mm)に直接ぴったりとフィットするように設計されています。この密着性は、スプリングに適切なガイドを提供するため非常に重要です。スプリングエンジニアリングにおいて、圧縮時のスプリングの座屈リスクを低減するには、適切なガイド(ガイドロッドまたはボアポケットによる)が不可欠です。これは、すべてのダイスプリングの信頼性の高い機能の基本原則です。内径4mmのこのネジは、レベリングスクリューをガイドロッドとして効果的に使用することで、安定性と耐用年数を最大限に高めます。
適切な長さの選択:20mm vs. 25mmとZ軸の考慮事項
アップグレードスプリングは、一般的によく使用される20mm(0.78インチ)と25mm(0.98インチ)の2つの長さで提供されます。長さの選択は、必要なZ軸調整に直接関係する重要なトレードオフを伴います。
25mmバージョンのような長いスプリングは、20mmスプリングと比較して、同じベッド高さでより大きな初期プリロードで動作します。この高いプリロードは張力の増加を意味し、調整ノブが振動して緩む可能性をさらに低減します。ただし、長さが長くなると、加熱ベッドがプリンターのフレームからさらに離れるため、Zリミットスイッチまたはエンドストップの物理的または位置的な調整がより必要になる可能性があります。垂直方向のZ軸移動が制限されているプリンター、またはZ軸の高さをある程度消費する厚いビルドプレート(ガラスベッドなど)を使用するユーザーの場合は、短いスプリングが適している場合があります。
以下の表は、イエロー ダイ スプリング アップグレードの優位性を定義する主要な仕様の包括的な比較を示しています。
| 仕様 | 在庫3Dプリンター用スプリング(標準) | イエローダイスプリング(標準アップグレード) | エンジニアリングされた利点 |
|---|---|---|---|
| 産業用負荷定格 | 未評価 / 非常に低レベルの圧縮 | 軽負荷(工業グレード) | 安定性を高めるために、大幅に高いスプリングレートと力を実現。 |
| 標準寸法(外径 x 内径 x 長さ) | 変動あり、通常は約 D8mm x D4mm x L25mm | 直径8mm x 奥行き4mm x 長さ20/25mm | 安定性とガイド性を確保するために、一貫した標準化された装備を採用しています。 |
| 材料 | 低炭素/標準ばね鋼 | 高品質クロム合金/シリコン合金鋼 | 優れた疲労耐性と加熱時の負荷損失が最小限に抑えられます。 |
| 端面 | 平坦でなかったり、荒れていることが多い | 地面/フラッシュ面 | 均一かつ垂直な荷重分散により、拘束やぐらつきを軽減します。 |
| 最高使用温度 | 低/不明 | クロム合金の場合≈226°C(440°F) | 一般的な加熱ベッド温度 (<110°C) では測定可能な応力緩和は見られません。 |
特定のダイスプリング寸法(外径8mm、内径4mm、長さ20~25mm)への収束は非常に有利です。これにより、 慈渓ディリスプリング株式会社 平角線、クロム合金材料、綿密な熱処理の使用を含む工業グレードの大量生産の精密製造能力を大量生産の消費者向け製品に適用することで、最高のコストパフォーマンスを確保し、最も大規模なプリンター ユーザー層に対して信頼性の高い直接的なアップグレードを保証します。
アップグレードのマスター: インストール、プリロード、長期安定性
工業グレードのダイスプリングの取り付けは、単純な部品交換ではありません。特に Z 軸の初期設定とスプリングのプリロードの適用に関して、適切な工業プロトコルに準拠する必要があります。
重要なステップ:Zリミットスイッチの調整
黄色のダイスプリングは、その固有の剛性と、場合によっては旧型のスプリングに比べて自由長が長いため、単に交換するだけでは新たな問題が発生することがよくあります。つまり、エクストルーダーのノズルがベッドに対して低すぎる位置に設置され、クラッシュしたり、正しくホームポジションに戻れなかったりするのです。これは、より硬いスプリングが圧縮に効果的に抵抗し、ベッドをより高い静止位置に保持するためです。
必要な機械調整には、Zリミットスイッチ(エンドストップ)の移動、またはZセンサーのオフセット調整が含まれます。最適な圧迫状態でベッドを新しい高い静止位置に調整するには、スイッチを緩め、Z軸ガントリーに対して上方に移動させる必要があります。推奨される手順は以下のとおりです。
- スプリングを取り付け、レベル調整ノブでベッドを完全に圧縮します。
- プリンターを自動的にホームに戻します (Z リミット スイッチがトリガーされます)。
- ノズルがベッド表面から十分に離れるまで、Z リミット スイッチの取り付け位置を上方に調整します。
- 次に、レベリングノブを緩めて、最終的なベッドトラミングに必要なクリアランスを確保します。
調整可能な Z リミット スイッチ マウント (カスタム印刷または購入可能) を使用すると、この微調整プロセスが大幅に簡素化され、さまざまなビルド プレート (ガラスとフレキシブル PEI など) に対する将来の調整がはるかに簡単になります。
セットアップの科学:最適なスプリングプリロードの実現
アップグレードプロセスにおいて最も重要なステップは、スプリングに適切なプリロードがかけられていることを確認することです。工業用途におけるプリロードとは、組み立てられたツール内でスプリングが主要な動作を行う前に最初に加えられる圧縮力のことです。3Dプリンター用途では、適切なプリロードによってスプリングが常に継続的に張力を受け続けることが保証され、これが調整ノブの振動による緩みを防ぐ主なメカニズムとなります。
この工学的根拠はフックの法則に由来します。スプリングを大きく圧縮すると(距離xが増加すると)、ダイスプリングの高いバネ定数(k)により、大きな復元力(F)が発生します。この一定で強力な上向きの力は、レベリングスクリューとノブのネジ山に作用し、機械の振動に抵抗し、レベル設定を永続的に保持するために必要な静摩擦を生み出します。広く受け入れられているベストプラクティスは、まずすべてのベッドレベリングノブを、スプリングが適度に圧縮されるまで(ぴったりと、またはしっかりと)締め付け、次に各ノブを同じ回転数で2回転緩めるというものです。この手法により、四隅すべてに均一な張力が確保され、必要なプリロードが確立され、衝撃荷重の可能性が低減されます。

トラブルシューティング:スプリングの座屈と拘束への対処
プリロードとガイダンスの概念は、工業用ダイスプリングのアプリケーションガイドから直接引用されています。ダイスプリングは高負荷に対応するように作られていますが、耐用年数を最大化するには、特定の動作限界を遵守する必要があります。スプリングの自由長が平均直径の4倍を超えると、スプリングの座屈(スプリングが横方向に潰れること)が発生するリスクがあります。小型の3Dプリンタースプリングは通常、この安全な比率内に収まり、レベリングスクリューによってガイドされるため、リスクは最小限に抑えられます。ただし、コイルが接触するソリッドハイトを避けることが不可欠です。スプリングをソリッドハイトまで圧縮すると、永久的な損傷と応力緩和が発生します。特定の負荷定格(例:軽負荷の場合は50%)に推奨されるたわみ限界を守ることが、多くの場合数百万サイクルで測定される最大限のサイクル寿命を確保するための鍵となります。
スプリング、スペーサー、ソリッドマウント:究極の剛性の比較分析
3Dプリンターに自動ベッドレベリング(ABL)センサーが搭載されると、シリコンスペーサーやソリッドマウントなど、スプリングの代替品を検討するユーザーもいます。エンジニアリングによる比較分析の結果、イエローダイスプリングが最適な中間点であることが明らかになりました。
スプリングの利点:安全性、熱膨張補償、柔軟性
完全に固定されたマウントに対するスプリングシステムの最大のメリットは、重要な機械的安全バッファとしての役割です。ソフトウェアエラー、Zオフセット計算の誤り、またはABLセンサーの故障などによってZ軸が衝突した場合、スプリングが圧縮され、ショックアブソーバーとして機能します。この瞬間的な圧縮によって衝撃エネルギーが吸収され、押出機ノズル、加熱ベッド表面、そしてガントリーの直線運動部品への壊滅的な損傷を防ぎます。
さらに、スプリングは加熱時に物理的に膨張する加熱ベッドを、わずかに動かしたり沈下させたりすることができます。この柔軟性は、わずかな熱膨張と非平坦性を補正するために不可欠であり、ABLセンサーのメッシュの精度を確保し、加熱プロセス中に固定されたベッドに過度のストレスがかからないようにします。Yellow Die Springのアップグレードは、安全性と熱補償に必要な機械的柔軟性を維持しながら、高い剛性を実現し、信頼性のための最適なエンジニアリングソリューションです。
シリコンスペーサーの代替品:メリット、デメリット、長期的な変形の懸念
シリコンスペーサーとソリッドスタンドオフは非常に剛性の高いプラットフォームを提供し、正しく設置すれば、再調整の頻度を極めて少なくすることができ、場合によっては硬いスプリングを使用した場合よりも低い頻度で再調整できます。しかし、最大の欠点は安全バッファが完全になくなることです。Z軸の衝突が発生すると、その衝撃が機械の部品に完全に伝わります。
さらに重要なのは、高級スチールは、一定荷重および熱サイクル下における長期的な材料安定性において、エラストマー(シリコン)よりも優れていることです。エラストマーはクリープ(または永久変形)と呼ばれる現象の影響を受けやすい場合があります。一定の圧縮荷重および加熱ベッド温度への曝露下では、シリコンはゆっくりと実効高さを失う可能性があり、長期間の使用後には再調整または交換が必要になる可能性があります。高品質のシリコンスペーサーは耐久性に優れますが、一般的な 3D プリント条件下では、高級クロム合金鋼の疲労および荷重損失特性が明らかに優れており、定量化可能であるため、再レベル調整を必要とする長期的な材料破損のリスクを最小限に抑えることができます。プロ仕様で数年にわたる設置の場合、エンジニアリングスチールダイスプリングは、ポリマーベースの代替品に伴う長期的な劣化リスクを排除する信頼性の高いソリューションを提供します。
精密エンジニアリング:揺るぎない品質のために慈渓地力スプリング株式会社と提携
イエローダイスプリングアップグレードの品質とパフォーマンスは、製造時に適用される工業エンジニアリングの原理の直接的な結果です。
1995年以来、世界のスプリング製造を牽引してきた当社の卓越した伝統
慈渓ディリスプリング株式会社 1995年に設立され、高性能スプリング部品の精密製造に特化し、約30年の歴史を築いてきました。卓越したエンジニアリングへのこだわりにより、特殊モールドスプリング(日本JIS規格、米国規格)、トーションスプリング、圧縮スプリング、引張スプリング、ミュージックワイヤスプリング、そして複雑なカスタムシェイプのスプリングなど、幅広い製品を輸出し、世界中の重要な産業にサービスを提供しています。
当社の事業構造は、研究開発(R&D)、生産、販売という包括的なシステムに基づいています。この包括的な能力により、 慈渓ディリスプリング株式会社 高品質の原材料(クロムシリコン線など)の調達から、コイル巻き、熱処理、そして最終的な品質保証に至るまで、すべてのスプリングの品質を徹底管理しています。この厳格なプロセスにより、すべての製品が疲労強度と耐熱性に関する最高水準を満たしていることが保証されます。これは、スプリングが産業用自動車部品用であろうとデスクトップ3Dプリンター用であろうと、求められる品質です。
3Dプリントの先へ:自動車、電子機器、産業機械におけるカスタムソリューション
イエローダイスプリングはデスクトップ環境の性能を大幅に向上させますが、当社のコアとなる専門技術は、幅広い産業用途における重要かつ高応力の部品の製造にあります。当社のスプリングは、以下の用途に不可欠です。
- 金型ツール: スタンピングおよび成形に関する JIS および DIN 規格の厳格なサイクル寿命および負荷要件を満たすダイスプリングを供給します。
- 自動車: 要求が厳しく、安全性が重要となる車両コンポーネント用のカスタム圧縮スプリングとねじりスプリングを製造します。
- 産業機械: 大型機器や工業処理ライン向けに高力伸縮スプリングとカスタム スプリングを提供します。
当社は、JIS、DIN、ANSI、ISOといった厳格な国際技術規格に加え、お客様固有の許容範囲にも準拠し、すべての製造工程を厳格に実施しています。定量化されたプロフェッショナルな製造への取り組みにより、3Dプリンターで使用されるイエローダイスプリングは、数百万ドル規模の産業用プレス機に供給するスプリングと全く同じ品質管理と材料仕様の恩恵を受けています。
あなたの設計図、私たちの専門知識:サンプルや図面に基づくカスタム製造
標準的な既製部品ではすべてのアプリケーションに対応できないことを私たちは認識しています。革新的なロボット機構、新しいプリンター設計、あるいは独自の工業用治具など、高性能スプリングに対する多くの要件は、カスタム仕様を必要とします。 慈渓ディリスプリング株式会社 は、フルサービスのエンジニアリングパートナーとして、お客様のサンプルや図面に基づいたオーダーメイドの製造を自信を持ってサポートいたします。お客様のプロジェクトで標準外のスプリング(特殊な荷重定格、特殊な形状(カスタム形状スプリング)、ミュージックワイヤスプリングのような特殊な高張力材料など)が必要な場合でも、当社の研究開発および製造能力は、正確でカスタマイズされた高精度なソリューションを提供できます。
結論:完璧なプリントの基礎
ベッドレベリングスプリングの選択は、消費者レベルの妥協と産業レベルの信頼性のどちらかを選択することになります。 イエローダイスプリング このアップグレードは、ベッドの不安定性という普遍的な問題に対する、専門的かつ工学的なソリューションです。その優位性は、3つの重要なエンジニアリングの柱、すなわち平角線の形状的優位性、高品質クロム合金鋼の耐熱性と耐疲労性、そして研磨された端部の精密な荷重分散に基づいています。
この産業用主力製品を採用することで、愛好家はより長時間のプリントセッションや数千時間にわたるプリントでも水平設定を維持するために必要なプリロードを確保でき、熱劣化、振動、そして頻繁な水平調整という煩わしいループから解放されます。さらに、高品質のスチール構造により、コンポーネントは設計上の完全性を維持し、重要な機械的安全性バッファーとして機能します。これは、ポリマー代替品では長期的に確実に保証できないレベルの安全性です。ダイスプリングへのアップグレードは、3Dプリント基盤の安定性、品質、そして一貫性への永続的な投資です。成功の鍵は、Z軸補正が正しく適用され、適切なプリロードが達成されることを確実にすることです。
慈渓地力スプリング株式会社にお問い合わせください
カスタムスプリングソリューション、大量生産、または国際基準に準拠した工業グレードのコンポーネント(JIS、DIN、ANSI、ISO) に関するご質問は、当社のチームにお問い合わせください。
📧 メールアドレス: [email protected]
📱 WhatsApp: +86 13586942004
よくある質問(FAQ)
イエロー ダイ スプリングは標準のスプリングよりもはるかに硬いのに、なぜ工業規模では「軽負荷」と呼ばれるのでしょうか?
この一見矛盾する現象はスケーリングの結果である。工業規格JIS B 5012では、黄色(SF/SFR)は 最も軽い荷物 極めて強力で高荷重のダイスプリングファミリーにおける呼称です。しかしながら、「最軽量」の工業用ダイスプリングでさえ、高品質の平角線合金鋼で製造されており、そのバネ定数は、多くのコンシューマー向け3Dプリンターに最初から付属している安価な丸線スプリングよりも飛躍的に高くなります。「高耐久」とされているのは、あくまでも非常に弱い標準部品との比較です。
これらのスプリングを取り付けるときに、Z リミット スイッチまたはセンサーを変更する必要がありますか?
はい、Zリミットスイッチ(エンドストップ)またはZセンサーオフセットの調整は、ほぼすべてのプリンターで必須の重要な要件です。新しい、より硬い黄色のスプリングは、わずかに長くなっているか、圧縮に対する抵抗力がより強化されているため、加熱ベッドは以前のスプリングを使用した場合よりも高い位置にあります。Zリミットスイッチを上げていない(つまり、Z軸ガントリー上で上方に動かしていない)場合、ノズルがベッドに衝突したり、プリンターが正しくホームポジションに戻らなかったりする可能性があります。適切なプリロードを得るには、ベッドの新しい停止高さに対応することが不可欠です。
これらのスプリングは、加熱ベッドのせいで時間の経過とともに劣化したり、力が失われたりしますか?
いいえ、3Dプリンターの動作範囲内では測定できません。高品質ダイスプリングは、高応力・高サイクルの産業機械向けに設計されたクロム合金またはクロムシリコン鋼で製造されています。この材料の最高使用温度は約226℃(華氏440度)です。一般的な加熱ベッドの温度は110℃を超えることはほとんどないため、このスプリングは熱安定性の範囲内で良好に動作し、低品質の在庫スプリングで発生する応力緩和や荷重損失を実質的に排除します。
私の 3D プリンターのイエロー ダイ スプリングは、ブルー ダイ スプリングやレッド ダイ スプリングと比べてどうですか?
黄色のダイスプリングは、ダイスプリングファミリーの中で「軽荷重」に分類され、デスクトップ3Dプリンターにとって高い剛性と調整機能の理想的なバランスを提供します。青色(ANSI/US規格では軽荷重)と赤色(中荷重)のダイスプリングは、さらに高い荷重容量を提供します。これらのスプリングは技術的には強度が高いものの、多くの場合は不要であり、レベリングノブを非常に回しにくくし、ベッドレベルの微調整に過度の力が必要になることがあります。黄色のスプリングは、ノブの緩みを防ぐのに十分な強度を備え、調整に過度の力をかけることなく、優れた耐疲労性を実現します。
これらのダイスプリングの代わりにシリコンスペーサーを使用する方が良いでしょうか?
シリコンスペーサー(ソリッドマウント)は優れた剛性を提供し、多くの場合、水平調整の必要性を軽減しますが、トレードオフがないわけではありません。主な欠点は、機械的な安全バッファーがなくなるため、Z軸の衝突時に損傷のリスクが高まることです。さらに、高品位鋼は、熱と負荷に対する長期的な材料安定性において、エラストマー(シリコン)よりも優れています。シリコンは、一定の圧縮と熱サイクルを受けると長期的なクリープ(永久変形)の影響を受けやすく、これは高品位エンジニアリングスチール部品であれば完全に回避できるリスクです。Yellow Die Springは、重要な機械安全機能を犠牲にすることなく、可能な限り最高の信頼性を提供します。