大ピッチ角線ダイス
市販されているダイスプリングのほとんどは、ピッチと直径の比率がほぼ一定です。しかし、アプリケーションで異なる要件、つまり標準構成よりも大幅に圧縮力の高いスプリングが必要な場合はどうすればよいでしょうか?
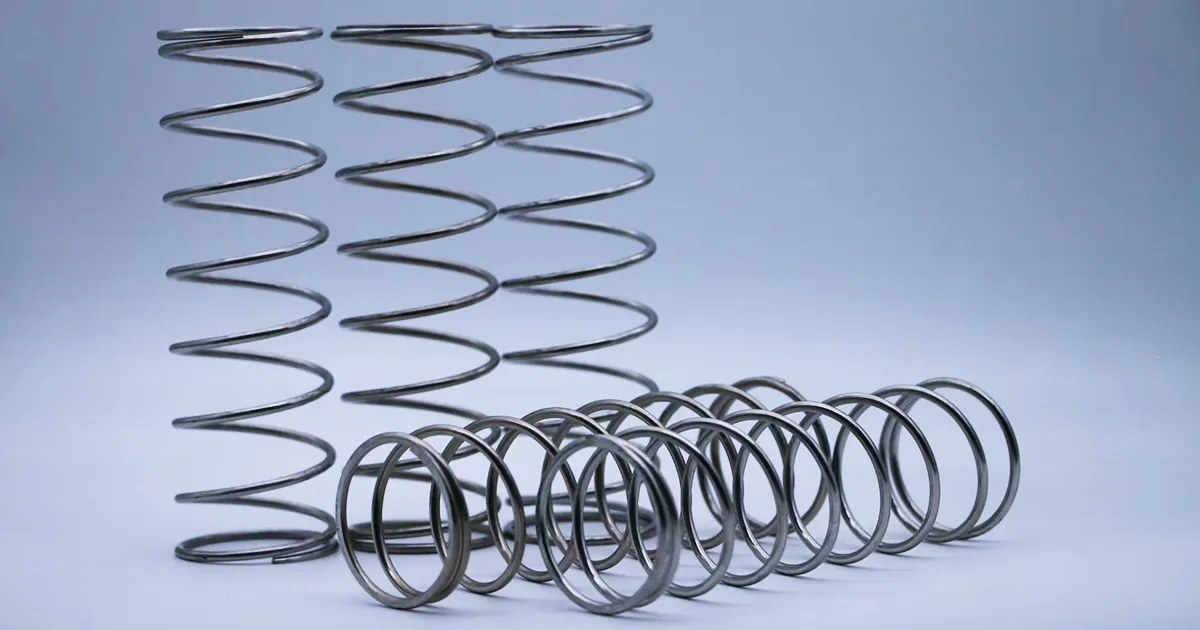
それはまさに私たちが取り組んでいる課題です DLスプリング. 下記の赤い長方形のワイヤースプリングは、多くのスプリングメーカーが製造が困難と考える設計を表しています。これは、一般的なダイスプリングの仕様をはるかに超える圧縮比を持つ、ピッチの大きい圧縮スプリングです。.
大ピッチばねの課題
圧縮スプリングの仕様を指定し始めると、ほとんどのエンジニアは次のことに気づきます。 スプリングのピッチが外径より大きい場合、コイル巻きが困難になる。. ワイヤーが座屈し、コイルが不均一になる可能性があり、一貫したバネ特性を維持することが困難になります。.
このスプリングでは、作動ストロークは自由長110mmから第2作動位置で52.5mmまで縮みます。つまり、圧縮量は57.5mmです。有効コイル数がわずか4.75個のスプリングとしては、コイル1個あたりのストローク量は相当に大きいと言えます。.
なぜ長方形のワイヤを使用するのですか?
なぜこの用途に丸線ではなく平角線を使用したのかと疑問に思うかもしれません。答えは、固体の高さです。.
このスプリングが圧縮されると、長方形の断面形状により、コイルは丸線よりも効率的に折り畳まれます。つまり、スプリングが早期に固化することなく、必要な圧縮ストロークを実現できます。これは、アプリケーションの具体的な要件に基づいて設計された設計です。.

材質選択: 55CrSi スプリング鋼
当社では、JIS 規格で SUP 12 として知られる 55CrSi 鋼からこれらのスプリングを製造しています。国際的な指定に詳しい方であれば、これは ASTM 9254 または SAE 9254 に相当します。.
によると 材料仕様, 55CrSiの化学組成は、炭素が約0.56~0.6%、シリコンが約1.20~1.60%、クロムが約0.5~0.8%です。この高いシリコン含有量により、この材料は優れた弾性特性と耐疲労性を有しています。.
実用上、何が重要なのでしょうか?この素材は、繰り返しのサイクルでもバネ特性を良好に維持し、優れた弛緩耐性を備えています。つまり、低グレードのバネ鋼と比較して、耐用年数を通じて高さが急速に低下することはないということです。.
標準のミュージックワイヤを使用しないのはなぜですか?
高温や高応力サイクルにさらされる用途では、55CrSiは一般的な高炭素ばね用線よりも優れた性能を発揮します。シリコンとクロムの添加により、荷重負荷時のヘタリに対する耐性が向上します。.
赤色電気泳動コーティング:単なる色以上のもの
これらのスプリングの特徴的な赤い仕上げは粉体塗装ではなく、電気泳動塗装(e-コーティングまたは陰極電着塗装とも呼ばれます)です。.
によると 電着塗装プロセス情報, この方法では、スプリングを水性塗料溶液に浸し、電流を流して金属表面に均一なコーティングを施します。コーティングの厚さは通常10~30ミクロンです。.
これらのスプリングの利点
粉体塗装や亜鉛メッキではなく、なぜ電着塗装なのですか?
- 均一なカバー範囲: 電着塗装は粉体塗装よりもコイル間の狭いスペースによく浸透し、特定の圧縮レベルでコイル間隔が狭いスプリングにとって重要です。
- 薄いコーティング: コーティングは十分に薄いため、スプリングの寸法公差に大きな影響を与えません。
- 耐食性: 産業環境で優れた保護を提供します
- 視覚的な識別: 赤色なので、組み立てやメンテナンスの際に簡単に識別できます。
私たちの 表面処理プロセス 生産バッチ全体にわたって一貫したコーティング品質を保証します。.
カスタムスプリング設計:私たちのアプローチ
顧客が難しい要件を持って当社に相談に来た場合、このようなプロジェクトは通常、次のように進行します。.
ステップ1:アプリケーションの理解
スプリングレートや寸法を尋ねるだけではありません。以下の点を知りたいのです。
- どのような圧縮距離でどのような力が必要ですか?
- 設置にどのくらいのスペースがありますか?
- 予想されるサイクル寿命はどれくらいですか?
- 温度に関する考慮事項はありますか?
- スプリングはどのようにガイドされるのでしょうか (ガイドされる場合)?
ステップ2:力の計算と検証
ここに私たちのデザインチームが付加価値を加えています。写真のスプリングを見ると、90.5mmと52.5mmの2つの作動位置で作動することがわかります。.
バネ定数が9 N/mmの場合、力は次のように計算できます。
作業位置1(90.5mm)の場合:
自由長からの圧縮 = 110 – 90.5 = 19.5mm
力 = 9 N/mm × 19.5mm = 175.5 N
作業位置2(52.5mm)の場合:
自由長からの圧縮 = 110 – 52.5 = 57.5mm
力 = 9 N/mm × 57.5mm = 517.5 N
しかし、重要なのは、スプリングの挙動を単に計算するだけでなく、その力が実際にアプリケーションに必要な値と一致しているかどうかを検証することです。お客様が特定のスプリングレートが必要だとお考えでも、アプリケーション要件を確認すると、別の仕様の方が適していることが判明することもあります。.
ステップ3:製造可能性のレビュー
設計通りのものを実際に作れるのでしょうか?ピッチの大きいスプリングの場合、これは現実的な問題です。.
私たちの バネ巻き装置 平角線のコイル巻きは可能ですが、限界があります。バネ定数、ピッチ径比、材料特性など、すべてが設計の一貫性を担保できるかどうかを左右します。.
この特定のスプリングでは、適切なバネ定数を確保しつつ、当社の設備で製造可能な平角線の断面を選択する必要がありました。バランスが重要です。.
ステップ4:プロトタイプとテスト
カスタムスプリングの場合、通常はまず試作品サンプルを製作します。これらのサンプルは、以下の点を検証するためにテストされます。
- スプリングレートは計算値と一致します(許容範囲内)
- 寸法は正しい
- スプリングは全圧縮範囲にわたって期待通りに動作します
- 座屈や不安定性の問題なし
プロトタイプが承認された後にのみ、生産量に移行します。.
このタイプのスプリングはいつ必要になりますか?
ピッチの大きい平角線ばねは一般的ではなく、あらゆる用途に適しているわけではありません。しかし、以下の場合には適しています。
垂直方向のスペースが限られている
機器の閉止高さまたは設置深さが制限されているにもかかわらず、大きな圧縮移動が必要な場合は、平角線を使用しながらピッチを大きくすることが解決策となります。.
長いストロークで可変力が必要
アプリケーションで、ある位置では比較的軽い力が必要で、別の位置ではより重い力が必要で、両方の位置が離れている場合、このようなスプリングがうまく機能します。.
標準ダイスプリングは要件を満たしません
時々あなたは見透かします 標準ダイスプリングカタログ ぴったり合うものがない。そんな時こそ、カスタムデザインが役に立ちます。.
設計上の考慮事項と制限
このタイプのスプリング設計には限界があることを正直に認めなければなりません。.
ガイダンス要件
直径に対してピッチが大きいバネは、圧縮時に座屈しやすくなります。ここに示すバネが適切に機能するには、センターロッド、アウターチューブ、またはその両方による適切なガイドが必要です。.
適切なガイドがないと、圧縮時にスプリングが横方向にたわんで、力の特性が変わって早期故障を引き起こす可能性があります。.
製造公差
ピッチの大きいスプリングは、標準ピッチのスプリングに比べて、一部の寸法において公差が広くなる場合があります。例えば、スプリングレートの公差は、標準的な圧縮スプリングの±5%ではなく、±10%となる場合があります。.
これは、スプリングが機能しないという意味ではなく、この変動性に対応できるようにアプリケーションを設計する必要があるという意味です。.
コストの考慮
カスタムスプリングは、標準カタログスプリングよりもコストがかかります。金型のセットアップや試作が必要で、設計の特殊性により生産効率が低下する可能性もあります。.
しかし、カスタム スプリングによって、機器やツールに高価な変更を加える必要のある設計上の問題が解決される場合、コストの計算は多くの場合有利になります。.
当社の製造能力
私たちの施設では実際に何ができるのでしょうか?現実的な概要をご紹介します。.
平角線シリーズ
当社では様々な断面の平角線を取り扱っています。具体的な寸法は、材料の入手状況と当社の加工能力によって異なります。考えられるすべての線径を揃えられるわけではないため、標準的な線径から選択し、それに応じて設計を調整する必要がある場合もあります。.
スプリング寸法
図のような圧縮スプリングの場合:
- 外径約15mmから150mmまで
- 自由長20mmから400mm以上
- 非常に軽い(1 N/mm未満)から重い(数百 N/mm)までのバネ定数
これらは一般的な範囲であり、具体的な機能はパラメータの組み合わせによって異なります。.
表面処理オプション
ここに示した赤い電着塗装の他に、当社は以下も提供しています。
- その他の電着塗装色
- 亜鉛メッキ
- リン酸塩コーティング
- 未塗装(防錆のためオイル塗装)
選択は環境要件と好みに応じて異なります。.
私たちと一緒に働く:プロセス
標準製品では解決できない Spring アプリケーションがある場合は、当社と連携して取り組むことをご検討ください。.
初回相談
ご要望をお送りください。以下のような内容で結構です。
- 寸法と力の要件を記載した図面
- 必要なものに近いサンプルスプリング
- アプリケーションの説明と、その範囲内で作業する制約
当社のエンジニアリング チームが実現可能性を検討し、フィードバックを提供します。.
デザインと見積もり
私たちは、次のようなスプリングデザイン(またはいくつかのオプション)を提案します。
- 詳細仕様
- 期待される力の特性
- 試作品および生産数量の価格
- リードタイムの見積もり
プロトタイプ製作
設計を承認していただいた後、用途に応じて通常5~10個の試作品を製作いたします。これにより、実際の装置でスプリングをテストしていただけます。.
生産
試作品の承認後、量産に移行します。カスタムスプリングの最小注文数量は通常、複雑さに応じて100~500個です。.
よくある質問
他のサプライヤーのスプリングとマッチさせることはできますか?
多くの場合、はい。サンプルをお送りいただければ、採寸し、それに合わせたデザインをご提案いたします。場合によっては、弊社の製造能力に基づき、元のデザインを改良できることもあります。.
カスタム Spring の開発にはどれくらいの時間がかかりますか?
現実的には、最初のご連絡から試作品の納品までは通常2~4週間です。試作品の承認後、数量と材料の入手状況に応じて、生産開始までさらに3~4週間かかります。.
異なる規格の図面に基づいて作業を行っていますか?
はい。当社は主にJIS規格に準拠していますが、ANSI/US規格、ISO、DIN規格も理解しています。図面が明確であれば、それに基づいて作業を進めることができます。.
必要なスプリングが正確に分からない場合はどうすればいいですか?
大丈夫です。そこで私たちの設計サポートが役立ちます。何を実現したいのか、どのような力が必要なのか、どれくらいのスペースがあるのかを教えていただければ、解決策をご提案させていただきます。.
これがなぜ重要なのか
これらの写真のスプリングは重要なもの、つまり既成の解決策がない問題を解決する能力を表しています。.
すべてのスプリングメーカーがカスタム設計を希望しているわけではありません。すべてのメーカーが、力を適切に計算し、設計を検証できるエンジニアリング能力を備えているわけではありません。また、すべてのメーカーが、特殊なスプリングを経済的に、かつ妥当な数量で製造できる生産柔軟性を備えているわけではありません。.
私たちは 1995 年からこの仕事に携わっており、その間に数多くの困難なアプリケーションを経験し、それらを効果的に処理するプロセスを開発してきました。.
標準のスプリングが適切ではないプロジェクトに取り組んでいる場合、またはスプリングの設計が実際に意図したとおりに機能するかどうかを検証する必要がある場合は、私たちがお手伝いします。.
DL Springについて
Cixi Dili Spring Co., Ltd. は 1995 年からスプリングを製造しています。当社はカスタム スプリングの設計と製造を専門としており、特にダイ スプリング、圧縮スプリング、標準カタログに記載されていない特殊な構成の専門知識を持っています。.
浙江省慈渓市にある当社の施設には、CNCばね巻き取り機、熱処理システム、表面処理設備が備えられています。当社は主に、金型メーカー、機械メーカー、装置メーカーなど、要求の厳しい用途で信頼性の高いばねを必要とする産業分野のお客様を対象としています。.
当社はJIS規格に準拠していますが、必要に応じて他の国際規格にも対応可能です。品質管理は、最終工程の検査だけでなく、製造プロセス全体に組み込まれています。.
お問い合わせ
話し合いたい Spring アプリケーションがある場合:
📧 メールアドレス: [email protected]
📱 WhatsApp: +86 13586942004
お客様のご要望を確認し、サポートできるかどうかを通常は 24 時間以内にお知らせします。.