
プラスチック製品が金型からスムーズに飛び出すのはなぜか、不思議に思ったことはありませんか?完璧に成形されたプラスチック部品の裏には、精度、効率、そして一貫性を確保するために休むことなく働く、精巧なスプリングシステムがあります。射出成形の世界では、スプリングは単なる部品ではなく、生産ラインの円滑な稼働を支える縁の下の力持ちです。.
この包括的なガイドでは、 射出成形スプリング 射出成形機械の仕組みを、基本原理から高度な応用まで幅広く探求します。金型設計者、製造エンジニア、あるいは単に射出成形プロセスに興味がある方でも、適切なスプリングの選択が生産効率を左右する理由を理解できるでしょう。.
射出成形プロセスを理解する: スプリングはどこに当てはまるのか?
バネの具体的な役割を探る前に、まず射出成形サイクルの概要を理解しておきましょう。射出成形とは、溶融したプラスチック材料を金型のキャビティに注入し、冷却・固化させて目的の形状に成形する製造プロセスです。.
完全なサイクルにはいくつかの重要な段階が含まれます。
- 型締め: 型の2つの半分が組み合わさる
- 注射: 溶融プラスチックがキャビティ内に注入される
- 冷却: プラスチックは金型内で固まります
- 型開き: 型が半分に分かれる
- 排出完成した部品を金型から押し出す
- リセット: すべてのシステムが開始位置に戻ります
スプリングが最も重要な役割を果たしているのは、金型の取り出しとリセットの段階です。スプリングは金型の筋肉の記憶のようなもので、すべての可動部品が正確な開始位置に戻り、次のサイクルの準備を整えます。適切に機能しなければ、 モールドスプリング, この精度を数千、あるいは数百万サイクルにわたって維持することは不可能でしょう。.
射出成形金型におけるスプリングの主な機能
1. エジェクタピンリターンシステム
射出成形金型におけるスプリングの最も重要な用途は、エジェクタピンリターンシステムです。成形品が排出された後、次の射出サイクルが始まる前にエジェクタピンは元の位置に戻らなければなりません。これが、 リターンスプリング 登場します。.
金型が開くと、エジェクタピンがエジェクタシステムによって押し出され、成形品がキャビティから押し出されます。エジェクタピンの押し出しが完了すると、リターンスプリングがエジェクタピンを元の位置に戻します。これは数ミリ秒単位で行われますが、サイクルごとに完璧な一貫性で実行されなければなりません。.
これはなぜ重要なのでしょうか? エジェクタピンが完全に戻らない場合:
- 金型が適切に閉じず、バリや不完全な部品が発生する
- 金型が閉じようとするとピンが損傷する可能性がある
- 問題が解決されるまで生産は停止します
- スクラップ率が劇的に上昇
で 慈渓ディリスプリング株式会社, 当社は 1995 年以来、何百万個ものエジェクタ リターン スプリングを製造しており、スプリング性能の 0.1 mm のばらつきでも高精度成形アプリケーションでは重大な品質問題につながる可能性があることを理解しています。.
2. ストリッパープレート戻り機構
複雑な内部形状や深絞り加工が施された部品の場合、ストリッパープレートは追加の突き出し力を提供します。これらのプレートは、個々のエジェクタピンと連動して、またはエジェクタピンの代わりに機能し、戻り動作にはスプリングを使用します。.
ストリッパープレートスプリングは次の条件を満たす必要があります。
- 均一に圧縮された プレート全体にわたって均一な戻り動作を保証する
- 正確に一致 プレートの傾きを防ぐための荷重特性
- 十分な耐久性 数百万回の圧縮サイクルに耐える
3. スライドコアリターンスプリング
多くの射出成形金型には、ねじ山、アンダーカット、側面穴などの形状を形成するためのサイドアクションまたはスライドコアが組み込まれています。これらのスライドは成形サイクル中に前後に移動する必要があり、多くの場合、スプリングが戻り力を提供します。.
垂直方向に圧縮するエジェクタリターンスプリングとは異なり、スライドリターンスプリングは金型設計に応じて様々な角度で作動します。つまり、以下の条件を満たす必要があります。
- 横方向の荷重に強い および座屈
- 一貫した力を維持できる わずかな角度で圧縮されても
- 重量と摩擦に合わせて スライド機構の
4. キャビティ圧力バランスとベント
あまり一般的ではありませんが、一部の高度な金型設計では、精密スプリングを使用して、制御されたベントシステムを構築したり、ファミリーモールドにおける複数のキャビティ間の圧力バランスを調整したりしています。これらの特殊な用途では、極めて精密な力-たわみ特性を持つスプリングが求められます。.
モールドスプリングの種類と仕様
すべてのスプリングが同じように作られているわけではありません。射出成形用途では、極めて高い耐久性と精度を実現するために設計された特殊なタイプのスプリングが求められます。最も一般的なタイプを見てみましょう。
JIS規格モールドスプリング(日本工業規格)
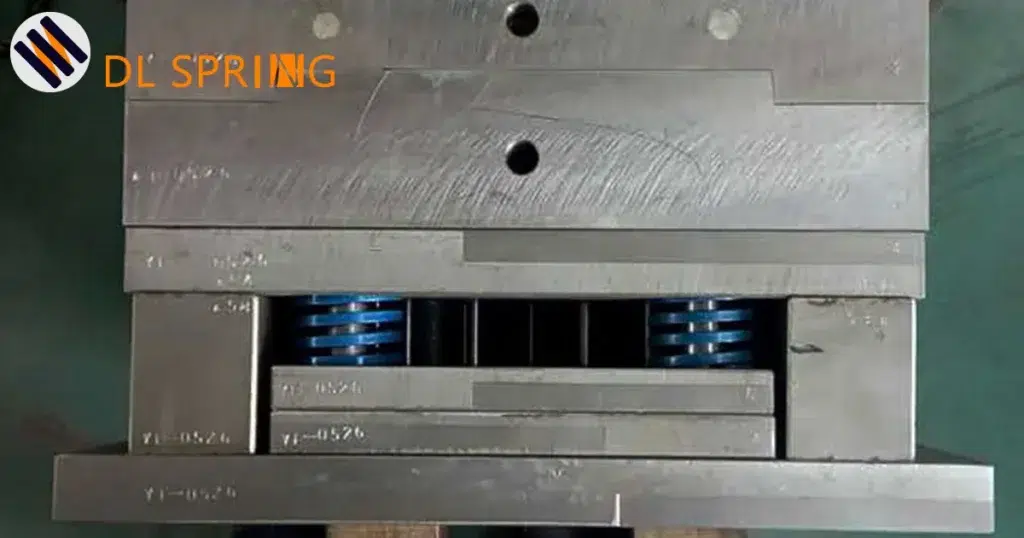
金型スプリングのクローズアップ画像には、 JIS規格モールドスプリング特徴的な青いコーティングと円筒形のデザインに注目してください。JISモールドスプリングは、荷重定格に応じて色分けされています。
- 黄色: 軽負荷
- 青: 中程度の負荷
- 赤: 重い荷物
- 緑: 超重量負荷
- 茶色: 超重量負荷
これらのスプリングは非常に厳しい公差で製造されており、負荷変動は通常、バッチ全体で ±10% 以内です。.
JIS規格のモールドスプリングの全ラインナップをご覧ください アプリケーションに最適なものを見つけてください。.
米国規格モールドスプリング(アメリカンスタンダード)
米国規格の金型スプリングは、同様の原理に基づいていますが、寸法規格が異なります。北米の金型設計では一般的に使用されており、通常は色分けとミリメートルではなくインチ単位の寸法仕様で識別されます。.
米国標準のモールドスプリングをご覧ください インチ単位の測定を必要とするアプリケーション向け。.
特殊用途向けカスタムダイスプリング
特殊な金型設計や過酷な動作条件に対して、カスタムダイスプリングはカスタマイズされたソリューションを提供します。 慈渓ディリスプリング株式会社, 当社は定期的にお客様と協力して、特定の要件を満たすスプリングを設計しています。
- 耐熱性 ホットランナー用途または高温ポリマー向け
- 耐食性 医療または食品グレードの成形環境向け
- 極めて高い耐荷重 大型部品や高トン数の成形用
- スペースの制約 標準的なスプリングが入らない場所
当社のエンジニアリング チームは、お客様のサンプルや技術図面に基づいて、金型の要件にぴったり一致するスプリングを製造します。. 当社のカスタムスプリング製造能力について詳しくはこちらをご覧ください.
モールドスプリングの重要な設計上の考慮事項
荷重計算とスプリングの選択
適切なスプリングを選ぶには、単に利用可能なスペースに収まるかどうかだけでなく、スプリングにかかる力を慎重に計算する必要があります。考慮すべき点は以下のとおりです。
エジェクタリターンスプリングの場合:
- エジェクタアセンブリの重量
- エジェクタシステムにおける摩擦力
- 必要な戻り速度
- 長期信頼性のための安全係数
ストリッパープレートスプリングの場合:
- ストリッパープレートの総重量
- 使用スプリング数(荷重分布)
- プレートバランス要件
- 射出時の最大圧縮
よくある間違いは、スプリングの荷重を過小評価し、「必要十分」な力で十分だと考えてしまうことです。実際には、以下の点を考慮して、20-30%の安全マージンを考慮してスプリングを選定する必要があります。
- 時間の経過による摩擦の変化
- 潤滑状態の変化
- ばね自体の製造公差
- 機構内に破片やバリが発生する可能性がある
自由長、ソリッド高さ、および作動ストローク
適切なスプリング仕様を決定するには、次の 3 つの重要な寸法を理解することが重要です。
- 自由長: ばねの圧縮されていない長さ
- ソリッド高さ: 完全に圧縮されたときの長さ(すべてのコイルが接触している)
- 作業ストローク: 通常運転時の実際の圧縮距離
金型設計では、スプリングが 決してしっかりとした高さに到達しない 通常操作時。スプリングを固体の高さまたはその近くで操作すると、次のような現象が発生します。
- 急速な疲労破壊
- 永久変形(バネは元の長さに戻らない)
- 一貫性のない力の伝達
- カビへの潜在的な損傷
目安としては、最大作動圧縮が、使用可能なストロークから固体の高さまでの 70 ~ 80% 以下になるようにスプリングの取り付けを設計します。.
スプリングアライメントと座屈防止
バネを圧縮すると、バネは真っ直ぐな状態を保とうとします。しかし、バネの直径に対してバネが長すぎる場合や、中心からずれた荷重がかかっている場合、バネは均等に圧縮されずに横に曲がってしまうことがあります。これを「座屈」といいます。 バネ座屈, これは、金型のスプリングが早期に故障する一般的な原因です。.
座屈を防ぐには:
- 使用 スプリングガイドピン または スプリング位置決めポケット 整合性を維持する
- 最大自由長対直径比についてはメーカーの推奨事項に従ってください
- スプリングが荷重方向に対して垂直に設置されていることを確認する
- ガイドシステムの摩耗を定期的に点検する
材料の選択と表面処理
射出成形用スプリングワイヤー材料
射出成形用スプリングの材料選定は、性能と寿命を左右する重要な要素です。材料によって強度、耐久性、環境耐性は異なります。以下は、成形用スプリングの製造において最も一般的に使用される材料です。
65Mnばね鋼(マンガン鋼)
65Mnばね鋼 強度とコスト効率の優れた組み合わせにより、射出成形用スプリングに最も広く使用されている材料の 1 つです。.
- 優れた耐疲労性: 高サイクルアプリケーションに最適
- 表面品質が良い: 滑らかな仕上げにより金型部品の摩耗を軽減
- 手頃な価格: 標準的な成形用途にコスト効率に優れています
- 温度範囲: 200°C (392°F)までの温度に適しています
- 最適なアプリケーション: 標準射出成形、汎用 ダイスプリング
50CrVA合金鋼(クロムバナジウム)
50CrVA合金鋼 標準的なスプリング鋼に比べて優れた性能特性を備えているため、要求の厳しい用途に最適です。.
- 高い引張強度: 65Mnよりも高い負荷に耐えることができます
- 優れた疲労寿命: 高頻度サイクリングに最適
- 耐熱性: 250°C (482°F)までの温度に適しています
- 優れた耐食性 適切にコーティングされた場合
- 最適なアプリケーション: 高負荷金型、ホットランナーシステム、大量生産
55CrSi合金鋼(クロムシリコン)
55CrSi合金鋼 射出成形スプリングのプレミアムオプションであり、最も要求の厳しい用途に優れた性能特性を提供します。.
- 最高の引張強度: ばね鋼の最大荷重容量
- 優れた耐疲労性: 数百万サイクルに耐える設計
- 高温耐性: 300°C (572°F) まで安定した性能
- 優れた寸法安定性: 極限の状況下でも精度を維持
- 最適なアプリケーション: 高性能ポリマー、自動車部品、医療機器成形
304ステンレス鋼
304ステンレス鋼 耐腐食性が最も重要な用途にはスプリングが不可欠です。.
- 優れた耐腐食性: 湿気や腐食性のある環境に最適
- 食品グレード認証: 食品および医療用途に適しています
- クリーンルーム適合性: 非反応性、非磁性
- 中程度の疲労寿命: 特殊合金より低いが、信頼性は高い
- 最適なアプリケーション: 医療機器成形、食品包装、海洋環境
ミュージックワイヤー(ピアノ線)
ミュージックワイヤー, ピアノ線としても知られるこの線は、優れた引張強度と均一性を備えており、精密用途に最適です。.
- 非常に高い引張強度: 最も強力な標準スプリング素材
- 優れた寸法精度: バッチ間で一貫したパフォーマンス
- 滑らかな表面仕上げ: 摩擦と摩耗を軽減
- 優れた耐疲労性: 高サイクルアプリケーションでも信頼性が高い
- 最適なアプリケーション: 精度 圧縮ばね, 高精度排出システム
表面コーティングと処理
冒頭の画像でスプリングに見えている青いコーティングは、識別のためだけではなく、重要な保護機能も果たしています。
- 電気泳動コーティング: 均一な腐食保護を提供します
- 粉体塗装: 色分けされた識別と保護
- 亜鉛メッキ: コスト効率の高い耐腐食性
- クロムメッキ: 最高の硬度と耐摩耗性
私たちの 後処理プロセス すべてのスプリングがアプリケーションの特定の環境要件とパフォーマンス要件を満たしていることを確認します。.
最適なパフォーマンスを実現するためのインストールのベストプラクティス
最高品質のスプリングであっても、正しく取り付けられていないと早期に故障する可能性があります。専門家による取り付けガイドラインを以下に示します。
設置前検査
金型にスプリングを取り付ける前に:
- スプリングのマーキングが仕様と一致していることを確認します
- 自由長を測定して許容範囲内であることを確認する
- 表面の損傷、ひび割れ、変形を検査する
- スプリングと取り付け部分を清掃する
適切な設置方法
- 垂直に設置する: スプリングは両方の表面に対して平らに配置する必要があります
- 適切なプリロードを使用する: ほとんどのモールドスプリングは10-20%に予圧をかける必要があります
- クロススレッドを防ぐ: スプリングがガイドピンにフィットしたら、スムーズに噛み合うことを確認してください
- マッチスプリングセット: 1つのシステムで複数のスプリングを使用する場合は、同じ製造バッチのスプリングを使用します。
初期テストと検証
スプリング取り付け後:
- 乾燥サイクルを数回実行して戻り動作を確認します
- 異常な音や引っ掛かりがないか確認する
- リターンのタイミングと一貫性を測定する
- エジェクタピンの位置が正しいことを確認する
スプリング関連の一般的な問題と解決策
問題1:部品の排出が一定でない
症状: 部品がキャビティ内に固着したり、排出力が変動したり、排出時に部品が損傷したりする
考えられる原因:
- バネが永久変形を起こして力が失われている
- スプリングはしっかりとした高さで作動しています
- 多重スプリングシステムにおける不均一なスプリング力
- 破片や閃光がバネの動きを妨害する
ソリューション:
- 摩耗したスプリングは個別に交換するのではなく、セットで交換してください。
- スプリングポケットを再設計し、固い高さでの操作を防止
- 検証済みの荷重一貫性を備えたマッチングスプリングセットを使用する
- 定期的な清掃とメンテナンススケジュールを実施する
問題2: エジェクタピンが完全に戻らない
症状: 金型がきちんと閉じない、バリが発生する、ピンが損傷する
考えられる原因:
- アプリケーションに対するバネ力が不十分
- 位置ずれによるスプリングの座屈
- エジェクターシステムの摩擦増加
- 設計限界を超えて圧縮されたスプリング
ソリューション:
- より高荷重のスプリングにアップグレード
- スプリングガイドピンを追加したり、位置決め機能を再設計する
- エジェクタシステムの清掃と潤滑
- スプリングの動作ストロークが設計パラメータ内であることを確認する
問題3:スプリングの早期故障
症状: バネは比較的少ないサイクルで壊れたり、力が失われたりします
考えられる原因:
- 動作温度がスプリング材料の限界を超えている
- 腐食環境がバネ材を侵す
- 固体の高さ近くまたは固体の高さで作動するスプリング
- アプリケーションに適さないスプリング材質
ソリューション:
- 耐熱性のあるスプリング素材を選択
- 耐腐食性材料またはコーティングを指定する
- ストロークを増やすための再設計
- 材料の推奨についてはスプリングメーカーにご相談ください。
メンテナンスと交換のガイドライン
スプリングは永久的な部品ではなく、定期的なメンテナンスと最終的には交換が必要となる消耗品です。.
検査スケジュール
生産量に基づいて定期的な検査ルーチンを確立します。
大量生産(月産10万サイクル以上)
- 毎週の目視検査
- サンプルスプリングの毎月の力試験
- スプリングは3~6ヶ月ごと、または100万サイクルごとに交換してください。
中量生産(月産10,000~100,000サイクル)
- 2週間ごとの目視検査
- 四半期ごとの力のテスト
- スプリングは毎年または50万サイクルごとに交換してください
少量生産(月産10,000サイクル未満)
- 毎月の目視検査
- 半年ごとの力のテスト
- スプリングは2年ごと、または必要に応じて交換してください。
スプリングの交換が必要な兆候
重大な故障が起こるまで待たずに、以下の症状が現れたらスプリングを交換しましょう。
- 目に見える永久圧縮(スプリングは元の自由長に戻らない)
- 表面腐食または孔食
- 傷、ひび割れ、または物質的な損傷
- 部品の品質のばらつきが排出問題と相関する
- 同じ設置日からのスプリングが摩耗している
在庫管理
交換用スプリングの十分な在庫を維持してください。
- 重要な金型用の完全なセットを保管する
- 温度管理された乾燥した場所に保管してください
- 在庫を回転させて新鮮なスプリングを確保する
- 簡単に再注文できるようにスプリング仕様を文書化する
スプリングの品質が重要な理由:総所有コスト
最も安いスプリングを調達するのは魅力的ですが、それは誤った節約です。実際のコストを分解してみましょう。
老舗メーカーのプレミアムスプリング
初期コストが高いはい、以下のようなメーカーの高品質なスプリングです 慈渓ディリスプリング株式会社 初期費用がかかる
しかし考えてみてください:
- 耐用年数が2~3倍に延長
- 生涯にわたる一貫したパフォーマンス
- 荷重許容範囲が狭いほど部品の品質が向上する
- 廃棄率の低下
- スプリング関連の問題によるダウンタイムの短縮
- 技術サポートとカスタムエンジニアリングも利用可能
予算は不明な出所から生まれる
初期コストが低い: コスト削減の取り組みを訴える
隠れたコスト:
- 早期故障により頻繁な交換が必要
- バッチ間の品質の不一致
- 負荷変動によるスクラップ率の上昇
- ダウンタイムとメンテナンスの増加
- 問題解決のための技術サポートがない
- 壊滅的なカビ被害の可能性
実世界の例ある自動車部品メーカーは、金型の再構築費用を$2,000ドル削減するため、低価格のスプリングに切り替えました。しかし、3ヶ月以内に、突き出しの不安定さから$15,000ドルのスクラップが発生し、スプリングの早期故障によりエジェクタピンが損傷し、$8,000ドルの修理費用が発生しました。その後、高品質のスプリングに戻り、スクラップとダウンタイムの削減により、年間$50,000ドル以上のコスト削減を実現しました。.
適切なスプリングパートナーを選ぶ:何に注意すべきか
射出成形金型用のスプリングを調達する際には、仕様だけでなくメーカーも重要です。評価すべき点は以下のとおりです。
製造能力
- 品質認証: ISO 9001、業界固有の規格
- 試験装置: 荷重試験、冶金分析、寸法検証
- 生産能力: ボリューム要件に対応できますか?
- カスタム機能: カスタムスプリングの設計・製造は可能ですか?
技術的専門知識
- スプリング選択のエンジニアリングサポート
- アプリケーション固有の経験(モールドスプリングと一般的な圧縮スプリングの比較)
- 特有の課題に対する問題解決能力
- ドキュメント作成と仕様策定支援
品質保証
- バッチテストとドキュメント
- 一貫した材料調達
- トレーサビリティシステム
- パフォーマンス保証
ビジネスパートナーシップ
- 応答性の高いコミュニケーション
- 公正かつ透明な価格設定
- 信頼できる納期
- 継続的な改善に向けて協力する意欲
慈渓ディリスプリング株式会社 1995年の創業以来、精密ばねの製造に携わっており、研究開発、生産、販売の包括的な体制を整えています。国際基準を厳格に遵守しながら、世界各国への輸出にも注力しています。お客様からは、ばねだけでなく、エンジニアリングパートナーシップにおいても高い信頼をいただいております。. 当社と当社の能力について詳しく知る.
結論:バネは小さな部品でありながら大きな影響力を持つ
このガイド全体で説明してきたように、スプリングは射出成形機械の全体構成の中では小さな部品かもしれませんが、生産効率、部品の品質、総所有コストに与える影響は甚大です。.
金型が開いた瞬間から次のサイクルのために再び閉じるまで、スプリングはエジェクタピンを引き戻し、ストリッパプレートを戻し、スライドコアをリセットし、現代の製造業に求められる精度を維持しています。スプリングを賢く選び、正しく取り付け、適切にメンテナンスすれば、何百万サイクルものトラブルのないサイクルを実現できるでしょう。.
次にプラスチック製品を目にしたときは、それを作った金型の中で働いている隠れたヒーローたちを思い出してください。精密に設計された 射出成形スプリング, 1 時間に数百回サイクルするこのサイクルは、スムーズに稼働して収益性の高い生産ラインと、メンテナンスの悪夢との違いを表しています。.
新しい金型を設計する場合でも、排出の問題をトラブルシューティングする場合でも、予防保守を計画する場合でも、スプリングの重要な役割を理解することで、品質と収益性の両方を向上させるためのより適切な意思決定が可能になります。.
慈渓地力スプリング株式会社について
1995年以来、 慈渓ディリスプリング株式会社 は、射出成形金型および産業用途向け精密スプリングの世界的な製造業者として信頼を得ています。当社の包括的な製品ラインには以下が含まれます。
- ✓ モールドスプリング(JIS規格および米国規格)
- ✓ 圧縮ばね
- ✓ 伸縮スプリング
- ✓ ねじりばね
- ✓ ミュージックワイヤースプリング
- ✓ カスタム形状のスプリング
当社は厳格な品質管理と柔軟なカスタム製造を組み合わせ、お客様のサンプルや技術図面に基づいて、正確な仕様を満たすスプリングを製造しています。当社の製品は世界中に輸出されており、自動車、電子機器、医療機器、産業機械メーカーにサービスを提供しています。.
私たちの バネ巻き工程 そして 後処理能力 すべてのスプリングがお客様の要件を正確に満たしていることを確認します。.
金型スプリングの要件について話し合う準備はできていますか?
📧 メール: [email protected]
📱 WhatsApp: +86 13586942004
当社のエンジニアリング チームは、お客様のアプリケーションに最適なスプリングの選択や、お客様独自の要件に合わせたカスタム ソリューションの設計をお手伝いします。.
よくある質問(FAQ)
1. モールドスプリングを交換する必要があるかどうかはどうすればわかりますか?
最も信頼できる指標は、目に見える永久圧縮(スプリングが無負荷時に元の自由長に戻らなくなる)、部品の排出の不安定さ、または排出の問題に関連する品質問題です。専門家の慣行では、目に見える不具合を待つのではなく、サイクル数または時間間隔に基づいてスプリングを交換することが推奨されています。標準的な用途では、高品質のスプリングの場合、通常50万~100万サイクルごとに交換する必要があります。排出の問題が発生した場合は、取り付けたスプリングの自由長を仕様と比較して測定してください。3-5%を超えて圧縮されている場合は、交換をお勧めします。.
2. 同じアプリケーションで異なるブランドまたは色のモールドスプリングを混在させることができますか?
故障したスプリングだけを交換するのが現実的に思えるかもしれませんが、この方法は絶対に避けてください。異なるメーカーのスプリングは、たとえ名目上は同じ仕様であっても、実際の荷重特性が異なる場合があります。同様に、同じ規格(JISなど)でも色によって荷重定格が異なります。スプリングを混在させると、力のバランスが崩れ、ストリッパープレートの傾き、排出のばらつき、そしてスプリングと金型部品の早期摩耗につながります。スプリングは必ずセットで交換し、可能な限り同じ製造バッチの、同じスプリングを使用してください。.
3. JIS規格のモールドスプリングと米国規格のモールドスプリングの違いは何ですか?
JIS(日本工業規格)と米国規格の金型スプリングは、主に寸法仕様が異なります。JIS規格はメートル法、米国規格はヤードポンド法を採用しています。どちらも射出成形に適した高品質の規格です。重要なのは、スプリングを金型設計に適合させることです。金型がJISスプリングを前提に設計されている場合、スプリングポケットはメートル法に合わせてサイズが調整されるため、米国規格に置き換えると適合性が悪くなる可能性があります。性能面では、信頼できるメーカーから調達すれば、どちらの規格も同等の品質を提供できます。慈渓地力スプリング株式会社では、世界中のお客様のニーズにお応えするため、両方の規格を製造しています。.
4. 射出成形スプリングにはどのような材料が使用されていますか?
一般的な材料としては、65Mnばね鋼、50CrVA合金鋼、55CrSi、304ステンレス鋼、ミュージックワイヤ(ピアノ線)などがあります。材料の選択は、動作温度、環境、および負荷要件によって異なります。65Mnは標準的な用途において優れたコスト効率を提供し、50CrVAは高負荷用途において優れた耐疲労性を提供し、55CrSiは要求の厳しい用途において最大の強度を提供します。304ステンレス鋼は腐食環境には不可欠であり、ミュージックワイヤは精密用途において卓越した引張強度を提供します。.
5. 取り付け時にモールドスプリングにどの程度のプリロードをかければよいでしょうか?
ほとんどの金型スプリングは、10~20%のプリロードで取り付ける必要があります。つまり、金型が閉じた状態では、スプリングは使用可能な作業ストロークの10~20%圧縮されます。このプリロードにより、確実な接触が確保され、システムの遊びがなくなり、金型が開いたときに即座に復元力が得られます。ただし、これは使用可能なストローク全体とバランスを取る必要があります。通常の動作中は、スプリングがソリッドハイト(すべてのコイルが接触する高さ)に達してはならないことに注意してください。適切に設計されたスプリングの取り付けにより、プリロードに加えてフル作業ストロークが確保され、同時に安全マージンとしてソリッドハイトまでの距離が20~30%維持されます。アプリケーションに適切なプリロードが不明な場合は、金型のストローク要件をお知らせください。適切なスプリング仕様をご提案いたします。.
この記事は、射出成形アプリケーションにおける金型スプリングに関する包括的な技術ガイダンスを提供するために作成されました。お客様のアプリケーションに関する具体的な技術的なご質問は、当社のエンジニアリングチームに直接お問い合わせください。.





