A frustração é universal entre os entusiastas da impressão 3D: a necessidade constante de renivelar a mesa. É um ritual tedioso que muitas vezes parece desafiar a resolução, resultando em impressões malsucedidas, cantos deformados e baixa adesão da primeira camada. Muitos usuários se questionam sobre a estabilidade fundamental de suas impressões. Sua primeira camada crítica está realmente apoiada em uma plataforma estável ou está pairando precariamente sobre uma base instável que cede a cada vibração e ciclo térmico?
A instabilidade geralmente se origina em um dos componentes mais negligenciados: as molas de nivelamento da cama. A solução não é um ajuste de software, mas uma atualização mecânica de nível industrial, projetada diretamente do mundo da fabricação de ferramentas e matrizes de alta precisão: a mola da matriz. Ao substituir componentes de estoque frágeis e de baixa qualidade por molas projetadas para milhões de ciclos sob alta carga, os entusiastas podem alcançar um nível de estabilidade anteriormente reservado a máquinas industriais profissionais. Esse compromisso com a confiabilidade projetada é fundamental para as operações da Cixi Dili Spring Co., Ltd., que fabrica molas de precisão que estabilizam processos industriais em todo o mundo desde 1995. Este relatório detalha os princípios de engenharia por trás da atualização da mola de matriz amarela e por que ela é a solução definitiva para estabilidade de nivelamento de leitos a longo prazo.
O imperativo da engenharia: por que suas molas de estoque estão prejudicando suas impressões
Obter impressões 3D de alta qualidade requer uma relação perfeitamente estável e consistente entre o bico da extrusora e a superfície de impressão. Quando as impressões falham ou exigem atenção constante, a causa geralmente é a fragilidade mecânica dos componentes de estoque.
Identificando o elo fraco: as falhas das molas de compressão padrão para impressoras 3D
As molas incluídas na maioria das impressoras 3D de mesa são geralmente molas de compressão genéricas e de baixa qualidade, feitas de aço redondo padrão. Embora baratas de fabricar, elas estão sujeitas a diversas falhas críticas de engenharia que as tornam inadequadas para as demandas de um ambiente aquecido e com alta vibração.
A questão principal é a baixa taxa de mola— conhecido como valor k na Lei de Hooke (F = -kx). Uma baixa elasticidade da mola significa que as molas são muito flexíveis; elas se comprimem com muita facilidade sob pequenas flutuações de carga ou pequenas mudanças na posição do botão de nivelamento. Essa flexibilidade é um caminho direto para a rápida perda de nivelamento. Ainda mais preocupante é a composição do material. Aço para molas de baixa qualidade é altamente suscetível a relaxamento do estresse e fadiga quando exposto aos ciclos térmicos repetidos de uma cama de impressão aquecida, que podem variar da temperatura ambiente até 110 graus Celsius. Com o tempo, sob calor e carga, o material perde sua firmeza e resistência originais. Esse enfraquecimento progressivo exige microajustes cada vez maiores do usuário, levando a um cenário em que é praticamente impossível manter uma tensão consistente.
O custo da instabilidade: impressões com falha, oscilação em Z e renivelamento constante
A instabilidade mecânica de molas de estoque frágeis desencadeia uma cadeia de causalidade que impacta negativamente a qualidade da impressão e aumenta a necessidade de manutenção. Molas de baixa qualidade operam com menor tensão de pré-carga, o que significa que não há atrito estático suficiente aplicado às roscas dos botões de nivelamento da mesa. Consequentemente, a vibração gerada durante a impressão em alta velocidade pode fazer com que os botões de ajuste girem e se soltem por conta própria, desestabilizando ativamente o nivelamento da mesa ao longo de uma única impressão ou de uma curta série de impressões.
Essa perda constante de nivelamento resulta em baixa adesão da primeira camada, empenamento e altura inconsistente da camada (frequentemente chamada de oscilação em Z), condenando a impressão desde o início. Portanto, a atualização para uma opção de mola muito mais rígida não é apenas uma conveniência, mas uma necessidade técnica; molas mais rígidas, como as molas de matriz amarela, fornecem mais tensão e são muito mais rígidas do que as alternativas de estoque. Essa mudança fundamental para um componente projetado para altas demandas mecânicas ajuda imediatamente a impressora 3D a alcançar uma estabilidade muito maior durante a impressão, resultando em renivelamentos menos frequentes e uma taxa significativamente maior de impressões bem-sucedidas e de alta qualidade. O uso de um componente de precisão quebra efetivamente o ciclo de falha do material, que leva à frustração do operador.
Apresentando o cavalo de batalha industrial: o que exatamente é uma mola de matriz?
A mola de matriz amarela não é simplesmente uma versão mais rígida de uma mola de compressão genérica; ela representa uma classe totalmente diferente de componente de engenharia, originalmente projetada para as demandas extremas de máquinas de prensagem industrial e matrizes de estampagem. Essa distinção é a fonte de seu desempenho superior em uma mesa de impressora 3D.
Design e Geometria: A Vantagem do Fio Retangular
A principal distinção técnica de uma mola de matriz é a sua seção transversal do fio. Ao contrário do fio arredondado das molas padrão, as molas de matriz são fabricadas com uma seção transversal de fio retangular ou trapezoidal com cantos arredondados. Essa geometria específica é a chave para sua imensa potência. O formato retangular permite que a mola atinja uma taxa de mola substancialmente maior e uma capacidade de carga muito maior dentro do mesmo volume físico e altura de trabalho em comparação com uma mola de fio redondo. Essa vantagem geométrica é ainda mais agravada por um enrolamento mais apertado, que aumenta inerentemente a taxa de mola, independentemente do material utilizado. Esses fatores tornam todas as molas de matriz inerentemente mais potentes do que as molas de compressão genéricas, um elemento vital na busca por estabilidade a longo prazo em uma aplicação de impressora 3D.
A diferença do material: liga de cromo, tratamento térmico e resistência à fadiga
As molas de matriz são fabricadas com materiais de alta qualidade, selecionados especificamente para oferecer resistência, durabilidade e resistência à fadiga e ao calor. Embora algumas versões sejam feitas de aço temperado a óleo, as molas de matriz da mais alta qualidade são fabricadas em aço de liga de cromo, com versões premium utilizando fio de cromo-silício. A seleção deste material de alta qualidade é fundamental, pois oferece maior resistência ao desgaste e à corrosão em comparação ao aço padrão.
No Cixi Dili Spring Co., Ltd., garantimos que nossos processos de fabricação sejam tão rigorosos quanto os materiais que utilizamos. Após o enrolamento do fio no formato desejado, as molas passam por uma fase crítica de tratamento térmico. Esse processo, que envolve exposição a altas temperaturas seguida de resfriamento controlado, é essencial para refinar a estrutura mecânica interna do aço, aumentando significativamente a resistência e a durabilidade. Além disso, molas de matriz de alta qualidade frequentemente recebem tratamentos de superfície, como granalhagem, e são pré-comprimidas além do seu limite de escoamento durante a fabricação para garantir qualidade inigualável e máxima vida útil.
Para o ambiente de impressoras 3D, a resistência térmica desses materiais é uma vantagem essencial. O aço de liga de cromo padrão é classificado para temperaturas máximas de serviço de aproximadamente 226 graus Celsius (440 graus Fahrenheit). Esse limite térmico superior significa que, nas temperaturas operacionais típicas de uma mesa aquecida de impressora 3D (raramente excedendo 110 graus Celsius), a mola da matriz sofre praticamente nenhuma perda de carga devido a efeitos térmicos, mantendo sua força e estabilidade projetadas muito melhor do que molas de estoque de baixa qualidade. Essa aderência aos padrões profissionais de engenharia (JIS, DIN, ANSI, ISO) é o que permite Cixi Dili Spring Co., Ltd. para garantir qualidade de nível industrial, seja a mola destinada a um molde industrial complexo ou a uma impressora 3D de mesa.
O papel das extremidades do solo: garantindo a distribuição perpendicular da carga
Outra característica sutil, porém crucial, do design das molas de matriz de qualidade é o acabamento das superfícies das extremidades. Molas de matriz de alta qualidade, incluindo as molas de atualização amarelas, apresentam extremidades niveladas ou retificadas.
A finalidade de uma extremidade retificada é puramente funcional: garante que a carga da mola seja distribuída uniformemente em um ângulo perfeito de 90 graus em relação às superfícies de contato (a cama aquecida e o suporte/estrutura de montagem). Na mecânica de precisão, a força deve ser transmitida uniformemente ao longo do eixo central da mola. Uma extremidade não retificada ou irregular pode causar tensão não uniforme em espiras individuais e introduzir uma força de carga lateral, aumentando o risco de encurvamento ou travamento da mola. Essa carga lateral se traduziria diretamente em uma perda de consistência de nivelamento. Ao fornecer uma distribuição de carga perpendicular perfeita, as extremidades retificadas de uma mola de matriz garantem que a alta taxa de mola se traduza em força de retenção vertical máxima e estável, melhorando drasticamente a confiabilidade do nivelamento da cama a longo prazo.
O Enigma Amarelo: Resolvendo o Paradoxo da Carga Industrial vs. Amadora
O termo "Mola Amarela" alcançou um status quase lendário na comunidade de impressão 3D como a atualização "Heavy Duty" preferida. No entanto, essa percepção apresenta uma contradição significativa quando vista sob a ótica dos padrões de engenharia industrial. Resolver esse "Paradoxo Amarelo" é essencial para uma compreensão mais profunda do componente.
Esclarecendo os Padrões: JIS B 5012 e o Verdadeiro Significado do Amarelo
Dentro do Padrão Industrial Japonês formal (JIS B 5012) para molas de matriz, que define um sistema de codificação de cores com base na capacidade de carga e deflexão, a mola de cor amarela (série SF/SFR) é oficialmente designada como Carga mais leve ou Serviço extra leve mola de compressão.
Esta designação industrial é frequentemente uma grande fonte de confusão para amadores que consideram a mola como "de serviço pesado". Para complicar ainda mais a situação, não existe um padrão de codificação de cores universal e globalmente aplicado a todos os fabricantes de molas, embora muitos sigam padrões estabelecidos como JIS ou ANSI. Alguns fabricantes não padronizados, por exemplo, adotaram códigos de cores em que o Amarelo indica uma Carga Extra Pesada. Como fabricante que segue rigorosos padrões internacionais de engenharia, Cixi Dili Spring Co., Ltd. confirma que as molas de matriz amarelas fabricadas para ferramentas industriais de alta precisão são de fato classificadas para a menor capacidade de carga dentro da família de molas de matriz de alta resistência.
A mudança de percepção: por que as molas de matriz de "carga leve" parecem "pesadas" em uma impressora 3D
A natureza “pesada” percebida da mola amarela dentro da comunidade de impressão 3D é inteiramente uma questão de parente Desempenho. A base de desempenho para o amador é a mola de compressão original — um componente de baixa qualidade com uma elasticidade insignificante.
A mola industrial Yellow Die Spring, mesmo sendo o membro "Light Load" de sua família, é fabricada com aço-liga de cromo de alta qualidade com seção retangular, o que lhe confere uma elasticidade exponencialmente maior do que uma mola de estoque genérica de arame redondo. Consequentemente, mesmo a mola Yellow Die Spring "Light Load" é dramaticamente mais rígida e requer significativamente mais força para comprimir do que uma mola de estoque comum. O resultado é que a mola Yellow Die Spring é a mola de menor desempenho em um contexto industrial pesado, mas representa uma melhoria de alto desempenho impressionante no contexto de uma impressora 3D de mesa. Essa transparência estabelece o verdadeiro valor de engenharia da mola.
Taxas de mola comparativas: quantificando o efeito de enrijecimento
Para posicionar esse componente corretamente, é útil observar a deflexão máxima sugerida para diferentes classificações de carga, que determinam o uso pretendido e a vida útil do ciclo.
| Cor | Norma JIS B 5012 (Família de molas de matriz industriais) | Padrão alternativo (exemplo: não JIS/ANSI) | Contexto da impressora 3D (relativo à mola de estoque) | Deflexão máxima típica (industrial) |
|---|---|---|---|---|
| Amarelo (SF/SFR) | Carga mais leve / Serviço extra leve | Carga extra pesada | A atualização rígida primária | 50% (LD/Azul às vezes é usado para serviços leves) |
| Azul (SL/SLR) | Carga leve | Carga média | Uma alternativa mais rígida e com maior carga | 40% |
| Vermelho (SM/SMR) | Carga média | Carga Pesada | Atualização de carga muito alta/rígida | 32% |
| Verde (SH/SHR) | Carga Pesada | Baixa carga | Potencial para problemas de rigidez excessiva/segurança | 24% (XHD) |
O processo de seleção de molas industriais exige que as molas sejam operadas dentro de limites rigorosos de deflexão para atingir sua vida útil nominal. Para serviços leves (geralmente amarelos ou azuis), a deflexão máxima sugerida pode ser em torno de 50% do comprimento livre. Crucialmente, a rigidez desta mola de matriz amarela, projetada para aplicações de alta força, ainda é ordens de magnitude maior do que a mola de estoque macia e não classificada. Esta aplicação de um componente de "carga leve" de nível industrial a um cenário de baixa carga (a mesa da impressora 3D) resulta em uma enorme engenharia de desempenho que se traduz diretamente em confiabilidade extrema e de longo prazo para o usuário final. A mola de matriz, fundamentalmente projetada como um componente de precisão para ciclos de alta frequência e deflexão controlada, é amplamente superior para manter um nível de mesa estável a longo prazo.
Especificações críticas para compatibilidade e desempenho de impressoras 3D
Para que uma atualização seja eficaz, a mola não deve ser apenas tecnicamente superior, mas também perfeitamente compatível com o hardware da impressora existente. A comunidade de impressão 3D convergiu para dimensões específicas para a atualização da mola da matriz amarela, em grande parte devido à padronização das máquinas mais populares.
Dimensões padrão: encaixe universal de 8 mm de diâmetro externo x 4 mm de diâmetro interno
As especificações mais comuns e altamente compatíveis para a mola de matriz amarela usada na maioria das impressoras de mesa (como a Creality Ender 3/Pro/V2/Max e a série CR-10) são um diâmetro externo (DE) de 8 mm (0,31 polegadas) e um diâmetro interno (DI) de 4 mm (0,16 polegadas).
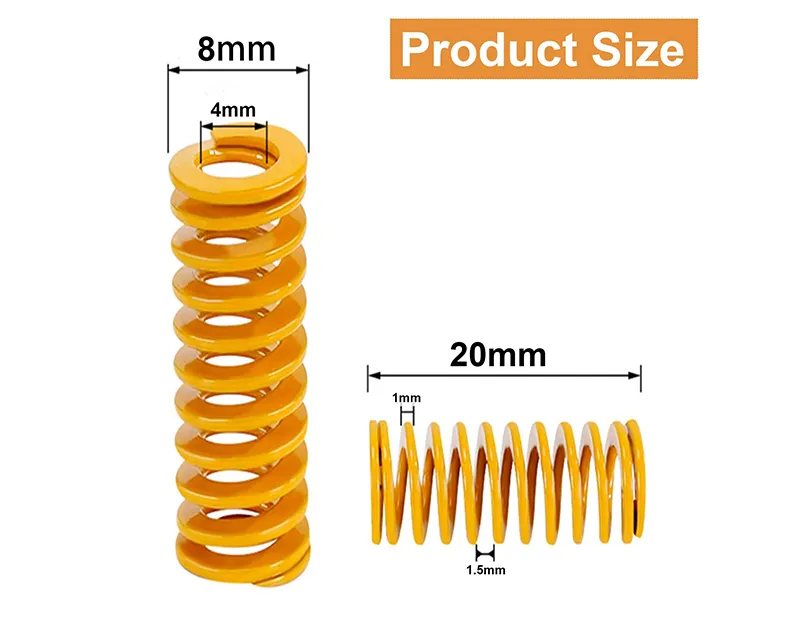
Este dimensionamento específico foi projetado para garantir um encaixe direto e firme sobre os parafusos de nivelamento M4 (os parafusos M4 têm 4 mm de diâmetro) usados para montar a cama aquecida. Este encaixe preciso é vital, pois fornece a orientação adequada para a mola. Na engenharia de molas, a orientação adequada (por uma haste-guia ou um alojamento perfurado) é crucial para reduzir a chance de a mola encurvar sob compressão, um princípio fundamental para o funcionamento confiável de todas as molas de matriz. O diâmetro interno de 4 mm utiliza efetivamente o parafuso de nivelamento como haste-guia, maximizando a estabilidade e a vida útil.
Escolhendo o comprimento certo: 20 mm vs. 25 mm e considerações sobre o eixo Z
As molas de atualização estão normalmente disponíveis em dois comprimentos frequentemente utilizados: 20 mm (0,78 pol.) e 25 mm (0,98 pol.). A escolha do comprimento envolve uma compensação crítica diretamente relacionada ao ajuste necessário do eixo Z.
Uma mola mais longa, como a versão de 25 mm, operará com uma pré-carga inicial maior para a mesma altura desejada da mesa, em comparação com uma mola de 20 mm. Essa pré-carga mais alta significa maior tensão, o que reduz ainda mais a chance de os botões de ajuste vibrarem e se soltarem. No entanto, esse comprimento maior também afasta a mesa aquecida da estrutura da impressora, potencialmente necessitando de um ajuste físico ou posicional mais significativo no interruptor de limite Z ou no batente final. Uma mola mais curta pode ser a escolha preferida para impressoras com movimento vertical limitado no eixo Z ou para usuários que utilizam uma placa de impressão mais espessa (como uma mesa de impressão de vidro), que já consome parte da altura do eixo Z.
A tabela abaixo fornece uma comparação abrangente das principais especificações que definem a superioridade da atualização da mola de matriz amarela.
| Especificação | Molas de impressora 3D em estoque (típicas) | Molas de matriz amarelas (atualização padrão) | Benefício projetado |
|---|---|---|---|
| Classificação de carga industrial | Compressão sem classificação / grau muito baixo | Carga leve (nível industrial) | Taxa de mola e força dramaticamente maiores para estabilidade. |
| Dimensões típicas (OD x ID x L) | Varia, geralmente ≈ D8mm x D4mm x L25mm | D8 mm x D4 mm x L20/25 mm | Ajuste consistente e padronizado para estabilidade e orientação. |
| Material | Aço para molas de baixo carbono/padrão | Aço de liga de cromo/liga de silício de alta qualidade | Resistência superior à fadiga e perda mínima de carga sob calor. |
| Superfície final | Muitas vezes não plano ou áspero | Superfícies niveladas/niveladas | Distribuição de carga uniforme e perpendicular, reduzindo emperramento e oscilação. |
| Temperatura máxima de serviço | Baixo/Desconhecido | ≈ 226°C (440°F) para liga de cromo | Nenhum relaxamento de tensão mensurável em temperaturas típicas do leito aquecido (<110°C). |
A convergência em dimensões específicas da mola da matriz (8 mm de diâmetro externo, 4 mm de diâmetro interno, 20-25 mm de comprimento) é altamente vantajosa. Ela permite Cixi Dili Spring Co., Ltd. aplicar seus recursos de fabricação de precisão, de alto volume e nível industrial — incluindo o uso de fio retangular, material de liga de cromo e tratamento térmico meticuloso — a um produto de consumo de alto volume, garantindo a melhor relação custo-desempenho e uma atualização confiável e direta para a maior base de usuários de impressoras.
Dominando a atualização: instalação, pré-carregamento e estabilidade de longo prazo
A instalação de uma mola de matriz de nível industrial não é uma simples troca de componentes; requer a adesão ao protocolo industrial adequado, principalmente no que diz respeito à configuração inicial do eixo Z e à aplicação da pré-carga da mola.
A etapa crítica: ajuste do interruptor de limite Z
Devido à rigidez inerente e, em alguns casos, ao maior comprimento livre das molas da matriz amarela em comparação com as molas originais, a simples troca geralmente resulta em um novo problema: o bico da extrusora fica muito baixo em relação à mesa, causando uma falha ou falha no posicionamento correto. Isso ocorre porque as molas mais rígidas resistem à compressão com mais eficácia e mantêm a mesa em uma posição de repouso mais alta.
O ajuste mecânico necessário envolve mover o interruptor de limite Z (fim de curso) ou ajustar o deslocamento do sensor Z. O interruptor deve ser afrouxado e movido para cima em relação ao eixo Z do pórtico para acomodar a nova posição de repouso mais elevada da cama sob compressão ideal. Um procedimento recomendado envolve:
- Instalando as molas e comprimindo totalmente a cama com os botões de nivelamento.
- Inicialização automática da impressora (o interruptor de limite Z será acionado).
- Ajuste a posição de montagem do interruptor de limite Z para cima até que o bico esteja suficientemente afastado da superfície da cama.
- Em seguida, afrouxe os botões de nivelamento para obter a folga necessária para o deslocamento final da cama.
O uso de um suporte de interruptor de limite Z ajustável, que pode ser impresso sob medida ou adquirido, simplifica muito esse processo de ajuste fino, tornando os ajustes futuros para diferentes placas de construção (por exemplo, vidro vs. PEI flexível) muito mais fáceis.
A ciência da configuração: como obter a pré-carga ideal da mola
A etapa mais crucial no processo de atualização é garantir que as molas estejam devidamente pré-carregadas. A pré-carga, em um contexto industrial, é a força de compressão inicial aplicada à mola na ferramenta montada antes que ela execute qualquer trabalho primário. Na aplicação da impressora 3D, a pré-carga adequada garante que as molas estejam sob tensão ativa contínua o tempo todo, o que é o principal mecanismo para evitar que os botões de ajuste se soltem por vibração.
A lógica da engenharia deriva da Lei de Hooke: ao comprimir significativamente a mola (aumentando a distância x), uma força restauradora significativa (F) é criada devido à alta constante de mola (k) da mola da matriz. Essa força ascendente constante e potente atua contra as roscas do parafuso e do botão de nivelamento, criando o atrito estático necessário para resistir à vibração da máquina e manter o ajuste de nível permanentemente. Uma prática recomendada amplamente aceita envolve primeiro apertar todos os botões de nivelamento da mesa até que as molas estejam moderadamente comprimidas (ajustadas ou firmes) e, em seguida, afrouxar cada botão em duas voltas completas e idênticas. Essa técnica garante uma tensão consistente em todos os quatro cantos, estabelecendo a pré-carga necessária e reduzindo a possibilidade de carga de choque.

Solução de problemas: lidando com flambagem e amarração de molas
Os conceitos de pré-carga e guia são diretamente retirados de guias de aplicação de molas de matriz industriais. Embora as molas de matriz sejam construídas para altas cargas, certos limites operacionais devem ser observados para maximizar a vida útil. A flambagem da mola, que é o colapso lateral da mola, é um risco se o comprimento livre da mola for mais de quatro vezes o seu diâmetro médio. Como as pequenas molas de impressora 3D normalmente se enquadram bem nessa proporção segura e são guiadas pelo parafuso de nivelamento, o risco é mínimo. No entanto, é essencial evitar altura sólida, onde as bobinas se tocam. Comprimir a mola até a altura sólida causa danos permanentes e relaxamento de tensão. Aderir aos limites de deflexão sugeridos para a classificação de carga específica (por exemplo, 50% para carga leve) é fundamental para garantir a vida útil máxima possível, frequentemente medida em milhões de ciclos.
Molas, espaçadores ou suportes sólidos: uma análise comparativa para máxima rigidez
Depois que uma impressora 3D é equipada com um sensor de nivelamento automático da cama (ABL), alguns usuários exploram alternativas às molas, como espaçadores de silicone ou suportes sólidos. Uma análise comparativa de engenharia revela que a mola da matriz amarela ocupa um meio-termo ideal.
O caso das molas: segurança, compensação de expansão térmica e flexibilidade
A principal vantagem de qualquer sistema de molas em relação a uma montagem totalmente rígida é seu papel como amortecedor mecânico de segurança. Em caso de colisão no eixo Z — causada por um erro de software, um cálculo incorreto do deslocamento Z ou uma falha no sensor ABL — as molas se comprimem, atuando como um amortecedor. Essa compressão momentânea absorve a energia do impacto e evita danos potencialmente catastróficos ao bico da extrusora, à superfície aquecida do leito e aos componentes de movimento linear do pórtico.
Além disso, as molas permitem que a cama aquecida, que se expande fisicamente quando aquecida, se mova e se acomode ligeiramente. Essa flexibilidade é essencial para compensar pequenas expansões térmicas e irregularidades, garantindo que a malha do sensor ABL seja precisa e que a cama não seja tensionada indevidamente pela montagem rígida durante o processo de aquecimento. A atualização da Mola de Matriz Amarela proporciona alta rigidez, mantendo a flexibilidade mecânica necessária para segurança e compensação térmica — a solução de engenharia ideal para confiabilidade.
Alternativa ao espaçador de silicone: prós, contras e preocupações com deformação a longo prazo
Espaçadores de silicone e espaçadores sólidos proporcionam uma plataforma muito rígida e, quando instalados corretamente, podem levar a um renivelamento extremamente raro, às vezes até menos do que com molas rígidas. A principal desvantagem, no entanto, é a eliminação completa do amortecedor de segurança; uma colisão no eixo Z transmitirá toda a sua força para os componentes da máquina.
Mais criticamente, o aço de alta qualidade é superior aos elastômeros (silicone) em estabilidade de material a longo prazo sob carga constante e ciclos térmicos. Os elastômeros podem ser suscetíveis a um fenômeno chamado fluência (ou deformação permanente). Sob carga compressiva constante e exposição à temperatura do leito aquecido, o silicone pode perder lentamente sua altura efetiva, potencialmente exigindo reajuste ou substituição após uso prolongado. Embora espaçadores de silicone de alta qualidade possam ser duráveis, as características de fadiga e perda de carga do aço de liga de cromo de alta qualidade sob condições típicas de impressão 3D são comprovadamente superiores e quantificáveis, minimizando o risco de falha do material a longo prazo que exigiria renivelamento. Para uma instalação profissional de vários anos, a mola de matriz de aço projetada oferece uma solução confiável que elimina os riscos de degradação a longo prazo associados a alternativas à base de polímeros.
Engenharia de precisão: parceria com a Cixi Dili Spring Co., Ltd. para qualidade inabalável
A qualidade e o desempenho da atualização da mola de matriz amarela são uma consequência direta dos princípios de engenharia industrial aplicados durante sua fabricação.
Nossa herança de excelência: desde 1995, impulsionando a fabricação global de molas
Cixi Dili Spring Co., Ltd. foi fundada em 1995, construindo um legado de quase três décadas focado exclusivamente na fabricação de precisão de componentes de molas de alto desempenho. Nossa dedicação à excelência em engenharia nos permite atender a setores críticos em todo o mundo, exportando uma gama abrangente de produtos, incluindo molas de molde especializadas (padrão japonês JIS, padrão americano), molas de torção, molas de compressão, molas de extensão, molas de cordas para música e molas com formatos personalizados e complexos.
Nossa estrutura operacional é construída em torno de um sistema completo de Pesquisa e Desenvolvimento (P&D), Produção e Vendas. Essa capacidade de espectro completo permite Cixi Dili Spring Co., Ltd. para controlar a qualidade de cada mola, desde o momento em que a matéria-prima de alta qualidade (como o fio de silício cromo) é obtida, passando pelo enrolamento e tratamento térmico, até a garantia da qualidade final. Este processo rigoroso garante que cada produto atenda aos mais altos padrões de resistência à fadiga e térmica, uma qualidade necessária, independentemente de a mola ser destinada a um componente automotivo industrial ou a uma impressora 3D de mesa.
Além da impressão 3D: soluções personalizadas para máquinas automotivas, eletrônicas e industriais
Embora a mola de matriz amarela ofereça um aumento significativo de desempenho para a comunidade de desktops, nossa principal expertise reside na fabricação de componentes críticos e de alto estresse para uma ampla gama de aplicações industriais. Nossas molas são essenciais em:
- Ferramentas de molde: Fornecimento de molas de matriz que devem atender aos rigorosos requisitos de ciclo de vida e carga dos padrões JIS e DIN para estampagem e conformação.
- Automotivo: Fabricação de molas de compressão e torção personalizadas para componentes de veículos exigentes e essenciais à segurança.
- Máquinas Industriais: Fornecendo molas de extensão de alta força e personalizadas para equipamentos pesados e linhas de processamento industrial.
Executamos rigorosamente todos os processos de fabricação de acordo com rigorosos padrões internacionais de engenharia, incluindo JIS, DIN, ANSI e ISO, bem como com tolerâncias específicas para cada cliente. Esse compromisso com a fabricação quantificada e profissional significa que a mola de matriz amarela usada em uma impressora 3D se beneficia exatamente do mesmo controle de qualidade e especificações de material que as molas que fornecemos para prensas industriais multimilionárias.
Seu projeto, nossa experiência: fabricação personalizada com base em amostras ou desenhos
Reconhecemos que nem todas as aplicações podem ser atendidas por componentes padrão e prontos para uso. Muitos requisitos de molas de alto desempenho — seja para um novo mecanismo robótico, um novo design de impressora ou um gabarito industrial exclusivo — exigem especificações personalizadas. Cixi Dili Spring Co., Ltd. tem o compromisso de ser um parceiro de engenharia completo. Apoiamos com orgulho a produção personalizada com base em amostras ou desenhos técnicos de clientes. Se o seu projeto exigir uma mola fora do padrão – talvez uma capacidade de carga única, um formato incomum (molas com formato personalizado) ou um material específico de alta tensão, como as molas Music Wire – nossa capacidade de P&D e fabricação está preparada para fornecer uma solução precisa, personalizada e de alta precisão.
Conclusão: A base de impressões impecáveis
A escolha de uma mola niveladora de cama é uma escolha entre um compromisso de nível de consumidor e uma confiabilidade de nível industrial. Mola de matriz amarela O upgrade representa a solução profissional e projetada para o problema universal da instabilidade da cama. Sua superioridade se baseia em três pilares essenciais da engenharia: a vantagem geométrica do fio retangular, a resistência térmica e à fadiga do aço de liga de cromo de alta qualidade e a distribuição precisa da carga em suas extremidades retificadas.
Ao adotar este equipamento industrial robusto, os entusiastas garantem a pré-carga necessária para manter as configurações niveladas por sessões de impressão mais longas e milhares de horas de impressão, eliminando o ciclo frustrante de degradação térmica, vibração e renivelamento constante. Além disso, a construção em aço de alta qualidade garante que o componente retenha sua integridade de engenharia e sirva como um amortecedor de segurança mecânica vital, um nível de segurança que as alternativas de polímero não podem garantir definitivamente a longo prazo. A atualização para uma mola de matriz é um investimento permanente na estabilidade, qualidade e consistência da base de impressão 3D. A chave para o sucesso é garantir que a compensação do eixo Z seja aplicada corretamente e que a pré-carga adequada seja alcançada.
Entre em contato com a Cixi Dili Spring Co., Ltd.
Para soluções de molas personalizadas, produção em alto volume ou componentes de nível industrial construídos de acordo com padrões internacionais (JIS, DIN, ANSI, ISO), entre em contato com nossa equipe.
📧 E-mail: [email protected]
📱 WhatsApp: +86 13586942004
Perguntas Frequentes (FAQ)
Por que as molas Yellow Die são chamadas de “carga leve” na escala industrial se elas são muito mais rígidas do que minhas molas originais?
Esta aparente contradição é resultado da escala. Na norma industrial JIS B 5012, o Amarelo (SF/SFR) é o Carga mais leve designação dentro da família de molas de matriz extremamente potentes e de alta resistência. No entanto, mesmo a mola de matriz industrial "mais leve" é fabricada em aço-liga de alta qualidade com fio retangular, o que lhe confere uma elasticidade exponencialmente superior à das molas de estoque baratas com fio redondo, originalmente fornecidas com a maioria das impressoras 3D de consumo. Sua natureza percebida como "resistente" é puramente uma comparação em relação a um componente de estoque muito fraco.
Preciso trocar meu interruptor de limite Z ou sensor ao instalar essas molas?
Sim, o ajuste do interruptor de limite Z (fim de curso) ou do deslocamento do sensor Z é um requisito crítico e quase universal. Como as novas molas amarelas, mais rígidas, são ligeiramente mais longas ou resistem à compressão de forma mais eficaz, a mesa aquecida ficará em uma posição mais alta do que com as molas antigas. Se o interruptor de limite Z não for levantado (ou seja, movido para cima no pórtico do eixo Z), o bico provavelmente colidirá com a mesa ou a impressora não retornará ao ponto de referência correto. É essencial acomodar a nova altura de repouso da mesa para obter a pré-carga adequada.
Essas molas se degradarão ou perderão força com o tempo devido ao leito aquecido?
Não, não está mensuravelmente dentro da faixa de operação de uma impressora 3D. As molas de matriz de alta qualidade são fabricadas em liga de cromo ou aço cromo-silício, materiais projetados para uso em máquinas industriais de alto ciclo e alta tensão. Este material é classificado para temperaturas máximas de serviço de aproximadamente 226 graus Celsius (440 graus Fahrenheit). Como uma cama aquecida típica raramente excede 110 graus Celsius, a mola opera bem dentro de sua janela de estabilidade térmica, praticamente eliminando o relaxamento de tensão e a perda de carga experimentados por molas de estoque de baixa qualidade.
Como as molas de matriz amarelas se comparam às molas de matriz azuis ou vermelhas para minha impressora 3D?
As molas de matriz amarelas, sendo a "Carga Leve" da família de molas de matriz, oferecem o equilíbrio ideal entre alta rigidez e capacidade de ajuste para uma impressora 3D de mesa. As molas de matriz azuis (Carga Leve no padrão ANSI/EUA) e vermelhas (Carga Média) oferecem capacidades de carga ainda maiores. Embora sejam tecnicamente mais resistentes, muitas vezes são desnecessárias e podem tornar os botões de nivelamento extremamente difíceis de girar, exigindo força excessiva para ajustar o nível da mesa. A mola amarela fornece força mais do que suficiente para evitar o afrouxamento automático do botão e proporciona resistência superior à fadiga sem exigir esforço físico extremo para o ajuste.
É melhor usar espaçadores de silicone em vez dessas molas de matriz?
Espaçadores de silicone (montagens sólidas) oferecem excelente rigidez e frequentemente reduzem a necessidade de nivelamento, mas apresentam desvantagens. A principal desvantagem é a eliminação do amortecedor de segurança mecânica, aumentando o risco de danos em caso de colisão no eixo Z. Além disso, o aço de alta qualidade é superior aos elastômeros (silicone) em termos de estabilidade a longo prazo do material sob calor e carga. O silicone é suscetível à fluência a longo prazo (deformação permanente) sob compressão constante e ciclos térmicos, um risco que os componentes de aço de engenharia de alta qualidade evitam completamente. A Mola Amarela para Molde oferece a mais alta confiabilidade possível sem sacrificar a função vital de segurança mecânica.