Have you ever wondered what makes plastic products pop out of their molds so smoothly? Behind every perfectly molded plastic part lies a sophisticated system of springs working tirelessly to ensure precision, efficiency, and consistency. In the world of injection molding, springs aren’t just components—they’re the unsung heroes that keep production lines running smoothly.
In this comprehensive guide, we’ll dive deep into the critical role that injection mold springs play in injection molding machinery, exploring everything from basic principles to advanced applications. Whether you’re a mold designer, manufacturing engineer, or simply curious about the injection molding process, you’ll discover why choosing the right springs can make or break your production efficiency.
Understanding the Injection Molding Process: Where Do Springs Fit In?
Before we explore the specific roles of springs, let’s establish a clear picture of the injection molding cycle. Injection molding is a manufacturing process that involves injecting molten plastic material into a mold cavity, where it cools and solidifies into the desired shape.
The complete cycle involves several critical stages:
- Mold Closing: The two halves of the mold come together
- Injection: Molten plastic is injected into the cavity
- Cooling: The plastic solidifies within the mold
- Mold Opening: The mold halves separate
- Ejection: The finished part is pushed out of the mold
- Reset: All systems return to starting position
It’s during the ejection and reset phases where springs play their most crucial roles. Think of springs as the muscle memory of your mold—they ensure that every moving component returns to its exact starting position, ready for the next cycle. Without properly functioning mold springs, this precision would be impossible to maintain across thousands or even millions of cycles.
The Primary Functions of Springs in Injection Molds
1. Ejector Pin Return System
The most critical application of springs in injection molds is within the ejector pin return system. After a molded part is ejected, the ejector pins must return to their original position before the next injection cycle begins. This is where return springs come into play.
When the mold opens, ejector pins are pushed forward by the ejection system, forcing the molded part out of the cavity. Once ejection is complete, the return springs pull the ejector pins back to their rest position. This happens in milliseconds, yet must occur with perfect consistency cycle after cycle.
Why is this so important? If ejector pins don’t return completely:
- The mold won’t close properly, causing flash or incomplete parts
- Pins can be damaged when the mold attempts to close
- Production stops until the problem is resolved
- Scrap rates increase dramatically
At Cixi Dili Spring Co., Ltd., we’ve manufactured millions of ejector return springs since 1995, and we understand that even a 0.1mm variation in spring performance can translate to significant quality issues in high-precision molding applications.
2. Stripper Plate Return Mechanism
For parts with complex internal features or deep draws, stripper plates provide additional ejection force. These plates work in conjunction with or instead of individual ejector pins, and they too rely on springs for their return motion.
Stripper plate springs must be:
- Uniformly compressed across the entire plate to ensure even return motion
- Precisely matched in load characteristics to prevent plate tilting
- Durable enough to withstand millions of compression cycles
3. Slide Core Return Springs
Many injection molds include side actions or slide cores that form features like threads, undercuts, or side holes. These slides must move in and out during the molding cycle, and springs often provide the return force.
Unlike ejector return springs that compress vertically, slide return springs may work at various angles depending on the mold design. This means they must be:
- Resistant to side loading and buckling
- Capable of maintaining consistent force even when compressed at slight angles
- Matched to the weight and friction of the slide mechanism
4. Cavity Pressure Balance and Venting
While less common, some advanced mold designs use precision springs to create controlled venting systems or to balance pressure across multiple cavities in family molds. These specialized applications require springs with extremely precise force-deflection characteristics.
Types of Mold Springs and Their Specifications
Not all springs are created equal, and injection mold applications demand specific types of springs engineered for extreme durability and precision. Let’s explore the most common types:
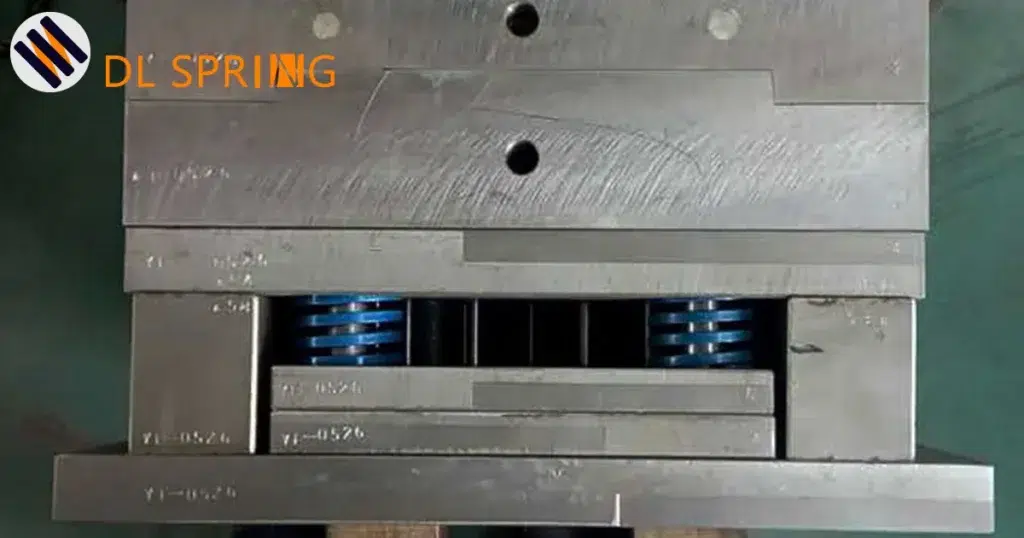
JIS Standard Mold Springs (Japanese Industrial Standard)
The close-up image of the mold spring shows what appears to be a JIS standard mold spring—notice the characteristic blue coating and cylindrical design. JIS mold springs are color-coded according to their load rating:
- Yellow: Light load
- Blue: Medium load
- Red: Heavy load
- Green: Extra heavy load
- Brown: Super heavy load
These springs are manufactured to extremely tight tolerances, with load variations typically within ±10% across the entire batch.
Explore our complete range of JIS standard mold springs to find the perfect match for your application.
US Standard Mold Springs (American Standard)
US standard mold springs follow similar principles but with different dimensional standards. They’re commonly used in North American mold designs and are typically identified by their color coding and dimensional specifications in inches rather than millimeters.
Check out our US standard mold springs for applications requiring imperial measurements.
Custom Die Springs for Specialized Applications
For unique mold designs or extreme operating conditions, custom die springs offer tailored solutions. At Cixi Dili Spring Co., Ltd., we regularly work with customers to design springs that meet specific requirements:
- Temperature resistance for hot runner applications or high-temperature polymers
- Corrosion resistance for medical or food-grade molding environments
- Extreme load capacity for large-part or high-tonnage molding
- Space constraints where standard springs won’t fit
Our engineering team can work from your samples or technical drawings to produce springs that precisely match your mold’s requirements. Learn more about our custom spring manufacturing capabilities.
Critical Design Considerations for Mold Springs
Load Calculation and Spring Selection
Choosing the right spring isn’t just about fitting it into the available space—it requires careful calculation of the forces involved. Here’s what you need to consider:
For ejector return springs:
- Weight of the ejector assembly
- Friction forces in the ejector system
- Required return speed
- Safety factor for long-term reliability
For stripper plate springs:
- Total weight of the stripper plate
- Number of springs used (load distribution)
- Plate balance requirements
- Maximum compression during ejection
A common mistake is under-specifying spring load, thinking that “just enough” force is adequate. In reality, springs should be selected with a 20-30% safety margin to account for:
- Friction variations over time
- Lubrication condition changes
- Manufacturing tolerances in the spring itself
- Potential debris or flash in the mechanism
Free Length, Solid Height, and Working Stroke
Understanding these three critical dimensions is essential for proper spring specification:
- Free Length: The uncompressed length of the spring
- Solid Height: The length when fully compressed (all coils touching)
- Working Stroke: The actual compression distance during normal operation
Your mold design must ensure that springs never reach solid height during normal operation. Operating a spring at or near solid height causes:
- Rapid fatigue failure
- Permanent set (the spring won’t return to its original length)
- Inconsistent force delivery
- Potential damage to the mold
A good rule of thumb is to design your spring installation so that maximum working compression is no more than 70-80% of the available stroke to solid height.
Spring Alignment and Buckling Prevention
When you compress a spring, it wants to remain straight. But if the spring is too long relative to its diameter, or if it’s loaded off-center, it can buckle to the side rather than compress evenly. This is called spring buckling, and it’s a common cause of premature spring failure in molds.
To prevent buckling:
- Use spring guide pins or spring locating pockets to maintain alignment
- Follow the manufacturer’s recommendations for maximum free length-to-diameter ratios
- Ensure springs are installed perpendicular to the load direction
- Regularly inspect for wear in guide systems
Material Selection and Surface Treatment
Spring Wire Materials for Injection Mold Applications
The choice of material for injection mold springs is critical for performance and longevity. Different materials offer varying levels of strength, durability, and resistance to environmental factors. Here are the most commonly used materials in mold spring manufacturing:
65Mn Spring Steel (Manganese Steel)
65Mn spring steel is one of the most widely used materials for injection mold springs due to its excellent combination of strength and cost-effectiveness.
- Excellent fatigue resistance: Ideal for high-cycle applications
- Good surface quality: Smooth finish reduces wear on mold components
- Affordable pricing: Cost-effective for standard molding applications
- Temperature range: Suitable for temperatures up to 200°C (392°F)
- Best applications: Standard injection molding, general-purpose die springs
50CrVA Alloy Steel (Chromium Vanadium)
50CrVA alloy steel offers superior performance characteristics compared to standard spring steels, making it ideal for demanding applications.
- High tensile strength: Can withstand higher loads than 65Mn
- Superior fatigue life: Excellent for high-frequency cycling
- Temperature resistance: Suitable for temperatures up to 250°C (482°F)
- Good corrosion resistance when properly coated
- Best applications: High-load molds, hot runner systems, high-volume production
55CrSi Alloy Steel (Chromium Silicon)
55CrSi alloy steel represents the premium option for injection mold springs, offering exceptional performance characteristics for the most demanding applications.
- Highest tensile strength: Maximum load capacity among spring steels
- Exceptional fatigue resistance: Designed for millions of cycles
- High-temperature capability: Stable performance up to 300°C (572°F)
- Excellent dimensional stability: Maintains precision under extreme conditions
- Best applications: High-performance polymers, automotive components, medical device molding
304 Stainless Steel
304 stainless steel springs are essential for applications where corrosion resistance is paramount.
- Superior corrosion resistance: Ideal for humid or corrosive environments
- Food-grade certification: Suitable for food and medical applications
- Cleanroom compatibility: Non-reactive and non-magnetic
- Moderate fatigue life: Lower than specialty alloys but still reliable
- Best applications: Medical device molding, food packaging, marine environments
Music Wire (Piano Wire)
Music wire, also known as piano wire, offers exceptional tensile strength and uniformity, making it perfect for precision applications.
- Very high tensile strength: Strongest standard spring material
- Excellent dimensional precision: Consistent performance across batches
- Smooth surface finish: Reduces friction and wear
- Good fatigue resistance: Reliable for high-cycle applications
- Best applications: Precision compression springs, high-precision ejection systems
Surface Coatings and Treatments
The blue coating visible on the spring in our opening image isn’t just for identification—it also provides crucial protection:
- Electrophoretic coating: Provides uniform corrosion protection
- Powder coating: Color-coded identification plus protection
- Zinc plating: Cost-effective corrosion resistance
- Chrome plating: Maximum hardness and wear resistance
Our post-treatment processes ensure that every spring meets the specific environmental and performance requirements of your application.
Installation Best Practices for Optimal Performance
Even the highest-quality spring will fail prematurely if not installed correctly. Here are professional installation guidelines:
Pre-Installation Inspection
Before installing any spring in your mold:
- Verify the spring marking matches your specification
- Measure free length to ensure it’s within tolerance
- Inspect for surface damage, cracks, or deformation
- Clean the spring and installation area
Proper Installation Technique
- Ensure perpendicular installation: Springs must sit flat against both surfaces
- Use appropriate preload: Most mold springs should be preloaded 10-20%
- Prevent cross-threading: When springs fit over guide pins, ensure smooth engagement
- Match spring sets: For multiple springs in one system, use springs from the same production batch
Initial Testing and Validation
After spring installation:
- Run several dry cycles to verify return motion
- Check for unusual sounds or binding
- Measure return timing and consistency
- Verify ejector pin positions are correct
Common Spring-Related Problems and Solutions
Problem 1: Inconsistent Part Ejection
Symptoms: Parts stick in cavity, ejection force varies, or parts are damaged during ejection
Possible Causes:
- Springs have taken permanent set and lost force
- Springs are operating at solid height
- Uneven spring forces in multi-spring systems
- Debris or flash interfering with spring movement
Solutions:
- Replace worn springs as sets, not individually
- Redesign spring pocket to prevent solid height operation
- Use matched spring sets with verified load consistency
- Implement regular cleaning and maintenance schedule
Problem 2: Ejector Pins Not Returning Fully
Symptoms: Mold won’t close properly, flash occurs, or pins are damaged
Possible Causes:
- Insufficient spring force for the application
- Springs buckling due to poor alignment
- Increased friction in ejector system
- Springs compressed beyond design limits
Solutions:
- Upgrade to heavier-load springs
- Add spring guide pins or redesign locating features
- Clean and lubricate ejector system
- Verify spring working stroke is within design parameters
Problem 3: Premature Spring Failure
Symptoms: Springs break or lose force after relatively few cycles
Possible Causes:
- Operating temperature exceeds spring material limits
- Corrosive environment attacking spring material
- Spring operating near or at solid height
- Wrong spring material for application
Solutions:
- Select temperature-resistant spring materials
- Specify corrosion-resistant materials or coatings
- Redesign to increase available stroke
- Consult with spring manufacturer for material recommendations
Maintenance and Replacement Guidelines
Springs aren’t permanent components—they’re wear items that require periodic attention and eventual replacement.
Inspection Schedule
Establish a regular inspection routine based on production volume:
High-Volume Production (>100,000 cycles/month)
- Weekly visual inspection
- Monthly force testing of sample springs
- Replace springs every 3-6 months or 1 million cycles
Medium-Volume Production (10,000-100,000 cycles/month)
- Bi-weekly visual inspection
- Quarterly force testing
- Replace springs annually or every 500,000 cycles
Low-Volume Production (<10,000 cycles/month)
- Monthly visual inspection
- Semi-annual force testing
- Replace springs every 2 years or as needed
Signs That Springs Need Replacement
Don’t wait for catastrophic failure. Replace springs when you notice:
- Visible permanent compression (spring doesn’t return to original free length)
- Surface corrosion or pitting
- Nicks, cracks, or material damage
- Inconsistent part quality that correlates with ejection issues
- Springs from the same installation date showing wear
Stock Management
Maintain an adequate inventory of replacement springs:
- Keep complete sets for critical molds
- Store in climate-controlled, dry conditions
- Rotate stock to ensure fresh springs
- Document spring specifications for easy reordering
Why Spring Quality Matters: The Total Cost of Ownership
It’s tempting to source the cheapest springs available, but this is a false economy. Let’s break down the real costs:
Premium Springs from Established Manufacturers
Higher Initial Cost: Yes, quality springs from manufacturers like Cixi Dili Spring Co., Ltd. cost more upfront
But Consider:
- 2-3x longer service life
- Consistent performance throughout life
- Tighter load tolerances mean better part quality
- Lower scrap rates
- Reduced downtime for spring-related issues
- Technical support and custom engineering available
Budget Springs from Unknown Sources
Lower Initial Cost: Appealing for cost-cutting initiatives
Hidden Costs:
- Premature failure requiring frequent replacement
- Inconsistent quality between batches
- Higher scrap rates due to load variations
- Increased downtime and maintenance
- No technical support for problem-solving
- Potential for catastrophic mold damage
Real-World Example: A automotive parts manufacturer switched to budget springs to save $2,000 on a mold rebuild. Within three months, inconsistent ejection caused $15,000 in scrap parts, and premature spring failure damaged ejector pins requiring $8,000 in repairs. They returned to quality springs and have saved more than $50,000 annually through reduced scrap and downtime.
Choosing the Right Spring Partner: What to Look For
When sourcing springs for your injection molds, the manufacturer matters as much as the specification. Here’s what to evaluate:
Manufacturing Capabilities
- Quality certifications: ISO 9001, industry-specific standards
- Testing equipment: Load testing, metallurgical analysis, dimensional verification
- Production capacity: Can they handle your volume requirements?
- Custom capabilities: Can they design and produce custom springs?
Technical Expertise
- Engineering support for spring selection
- Application-specific experience (mold springs vs. general compression springs)
- Problem-solving capability for unique challenges
- Documentation and specification assistance
Quality Assurance
- Batch testing and documentation
- Consistent material sourcing
- Traceability systems
- Performance guarantees
Business Partnership
- Responsive communication
- Fair and transparent pricing
- Reliable delivery schedules
- Willingness to work with you on continuous improvement
Cixi Dili Spring Co., Ltd. has been manufacturing precision springs since 1995, with complete R&D, production, and sales systems. We export globally and maintain strict adherence to international standards while accommodating custom requirements. Our customers trust us not just for springs, but for the engineering partnership we provide. Learn more about our company and capabilities.
Conclusion: Springs Are Small Components with Massive Impact
As we’ve explored throughout this guide, springs may be small components in the grand scheme of injection molding machinery, but their impact on production efficiency, part quality, and total cost of ownership is enormous.
From the moment the mold opens until it closes again for the next cycle, springs are working—pulling ejector pins back, returning stripper plates, resetting slide cores, and maintaining the precision that modern manufacturing demands. Choose them wisely, install them correctly, maintain them properly, and they’ll reward you with millions of trouble-free cycles.
The next time you see a plastic product, remember the hidden heroes working inside the mold that created it. Those precisely engineered injection mold springs, cycling hundreds of times per hour, represent the difference between a smooth-running, profitable production line and a maintenance nightmare.
Whether you’re designing a new mold, troubleshooting ejection issues, or planning preventive maintenance, understanding the critical role of springs will help you make better decisions that improve both quality and profitability.
About Cixi Dili Spring Co., Ltd.
Since 1995, Cixi Dili Spring Co., Ltd. has been a trusted manufacturer of precision springs for injection molds and industrial applications worldwide. Our comprehensive product line includes:
- ✓ Mold Springs (JIS and US Standards)
- ✓ Compression Springs
- ✓ Extension Springs
- ✓ Torsion Springs
- ✓ Music Wire Springs
- ✓ Custom-Shaped Springs
We combine strict quality control with flexible custom manufacturing, working from customer samples or technical drawings to produce springs that meet exact specifications. Our products are exported globally, serving automotive, electronics, medical device, and industrial machinery manufacturers.
Our spring winding process and post-treatment capabilities ensure every spring meets your exact requirements.
Ready to discuss your mold spring requirements?
📧 Email: [email protected]
📱 WhatsApp: +86 13586942004
Our engineering team is ready to help you select the perfect springs for your application or design custom solutions for your unique requirements.
Frequently Asked Questions (FAQ)
1. How do I know when my mold springs need to be replaced?
The most reliable indicators are visible permanent compression (the spring no longer returns to its original free length when unloaded), inconsistent part ejection, or quality issues that correlate with ejection problems. Professional practice suggests replacing springs based on cycle count or time intervals rather than waiting for visible failure—typically every 500,000 to 1 million cycles for high-quality springs in standard applications. If you’re experiencing ejection issues, measure the free length of your installed springs against the specification; if they’ve compressed more than 3-5%, replacement is recommended.
2. Can I mix different brands or colors of mold springs in the same application?
While it might seem practical to replace only failed springs, this practice is strongly discouraged. Different manufacturers’ springs—even if nominally the same specification—can have variations in actual load characteristics. Similarly, different colors within the same standard (like JIS) represent different load ratings. Mixing springs creates unbalanced forces, leading to tilted stripper plates, inconsistent ejection, and premature wear of both the springs and the mold components. Always replace springs as complete sets, using matched springs from the same production batch when possible.
3. What’s the difference between JIS and US standard mold springs?
JIS (Japanese Industrial Standard) and US standard mold springs differ primarily in their dimensional specifications—JIS uses metric measurements while US standards use imperial. Both are high-quality standards suitable for injection molding. The critical factor is matching the spring to your mold design. If your mold was designed with JIS springs in mind, the spring pockets will be sized for metric dimensions, and substituting US standards may result in poor fit. Performance-wise, both standards can provide equivalent quality when sourced from reputable manufacturers. At Cixi Dili Spring Co., Ltd., we manufacture both standards to meet global customer needs.
4. What materials are used for injection mold springs?
Common materials include 65Mn spring steel, 50CrVA alloy steel, 55CrSi, 304 stainless steel, and music wire (piano wire). Material selection depends on operating temperature, environment, and load requirements. 65Mn offers excellent cost-effectiveness for standard applications, 50CrVA provides superior fatigue resistance for high-load applications, 55CrSi delivers maximum strength for demanding applications, 304 stainless steel is essential for corrosive environments, and music wire offers exceptional tensile strength for precision applications.
5. How much preload should I apply to mold springs during installation?
Most mold springs should be installed with 10-20% preload, meaning they’re compressed 10-20% of their available working stroke when the mold is in the closed position. This preload ensures positive contact, eliminates any play in the system, and provides immediate return force when the mold opens. However, this must be balanced against the total available stroke—remember that springs should never reach solid height (where all coils touch) during normal operation. A properly designed spring installation allows for preload plus full working stroke while still maintaining 20-30% distance to solid height as a safety margin. If you’re unsure about the correct preload for your application, provide us with your mold’s stroke requirements and we can recommend appropriate spring specifications.
This article was created to provide comprehensive technical guidance on mold springs in injection molding applications. For specific technical questions about your application, contact our engineering team directly.